

An Online Optimal Shearing Method for Steel Plates with Defects
A defect and steel plate technology, which is applied in the field of thick plate shearing production control, can solve problems such as ineffective treatment, reduced steel plate yield, and short steel plate length, so as to reduce the cost of feeding materials and increase the yield of finished products.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
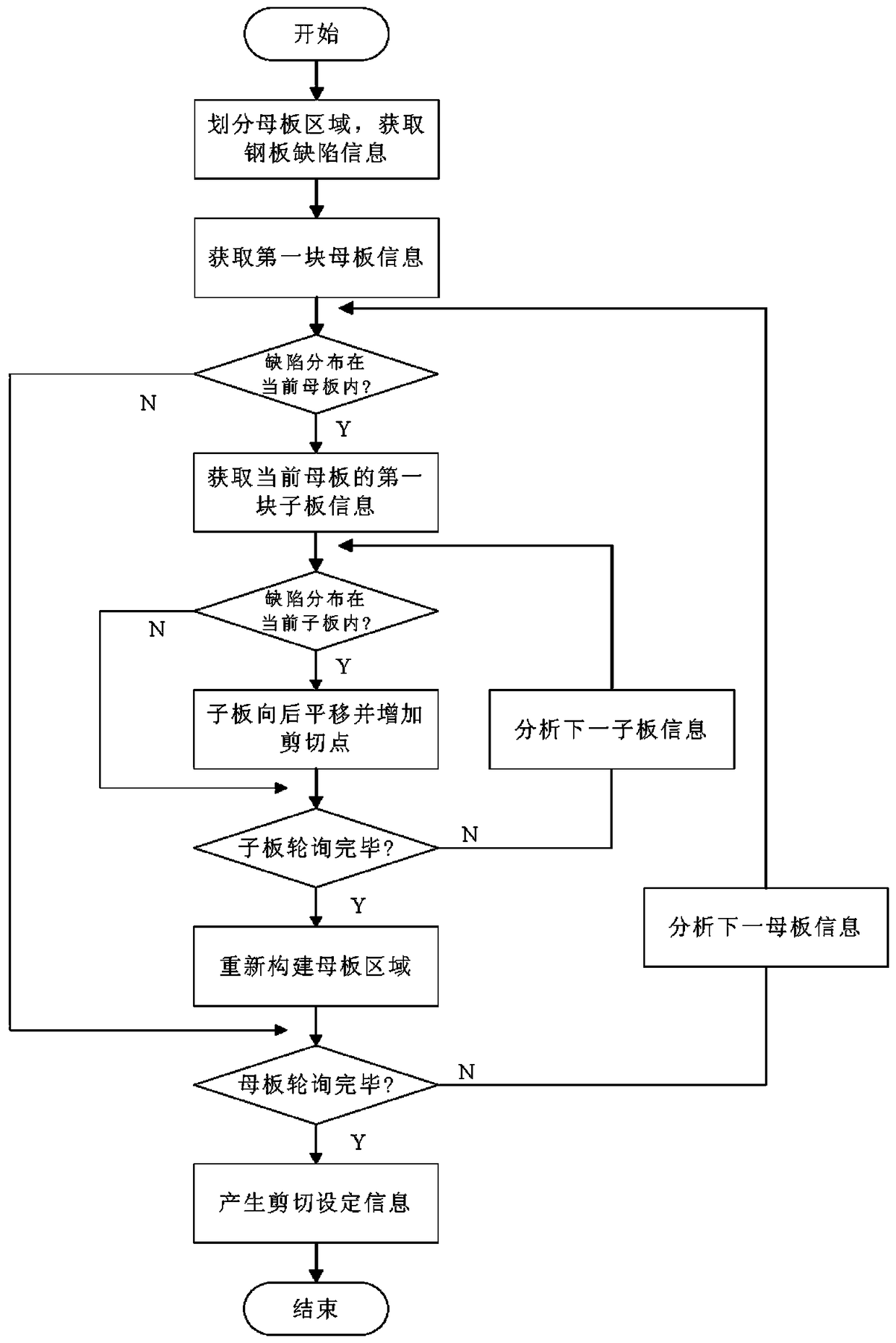
[0076] Embodiment 1, the motherboard is the sequential type A-type group board motherboard:
[0077] like Figure 8 As shown in the figure, the rolled large plate consists of 3 sub-plates from 100 to 300. By dividing the area of the mother plate, 100 and 200 belong to one mother plate, and 300 belongs to one mother plate. The defect position is located in the mother plate of 100 and 200. , query the two daughter boards in the motherboard again, find that the defect is located in the 200 daughter board, and then avoid the defect by translating the 200 daughter board, and re-divide the mother board area. At this time, the mother board composed of 100 and 200 is in A rough cutting point is added at the cutting head and cutting, and the tail of the 100 sub-board includes a cutting length at the cutting length, which is used to separate the defective parts.
Embodiment 2
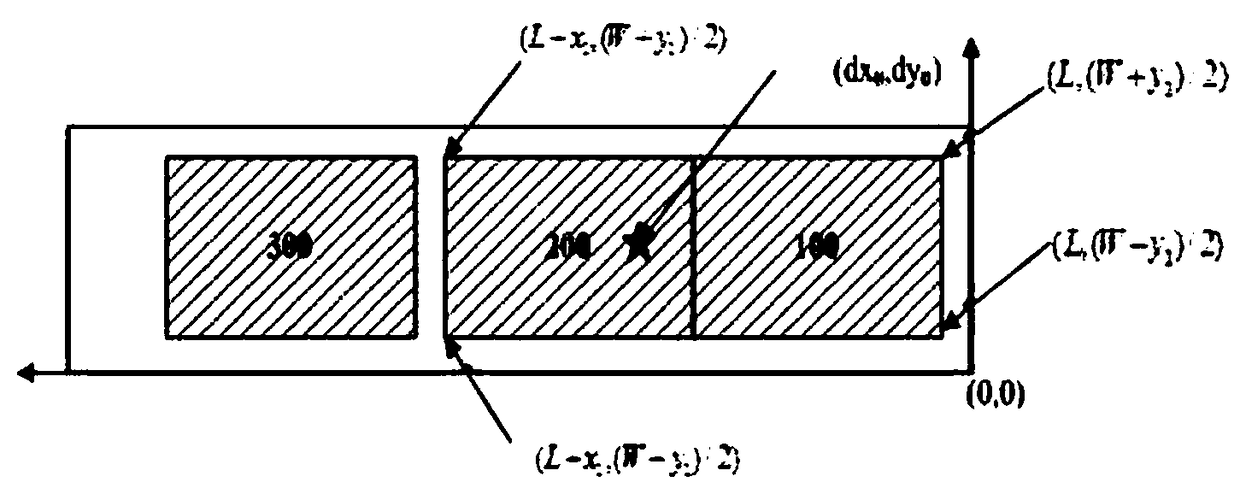
[0078] Example 2, the motherboard is a split-type S-type group board motherboard
[0079] like Figure 9 As shown, the rolled large plate is composed of 6 sub-plates from 100 to 600 in total. By dividing the mother plate area, 100, 200, 400 and 500 belong to a mother plate, and 300 and 600 belong to a mother plate. By querying the motherboard area and defect position, it is determined that the defect is located in the motherboard of 100, 200, 400 and 500, and the four sub-boards 100, 200, 400 and 500 in the defective motherboard are searched again, and 500 is determined as the defective sub-board, The defects are avoided by translating the 500 sub-board, and the mother board area is re-divided. At this time, the cutting head shears only translate the rough cutting point, and the head of the 500 sub-board has a fixed length at the fixed-length shear to separate the defects. part.
Embodiment 3
[0080] Embodiment 3, the motherboard is a fire-cut G-type group board motherboard
[0081] like Figure 10 As shown, the rolled large plate is composed of 7 sub-plates from 100 to 700. By dividing the mother plate area, 100 to 300 belongs to a mother plate, 400 to 500 belongs to a mother plate, and 600 and 700 belong to a mother plate. By querying the motherboard area and defect position, it is determined that the defect is located in the motherboard from 100 to 300, and the three sub-boards from 100 to 300 in the defective motherboard are checked again, and 200 is determined as the defective sub-board, and the defect is removed by translating the 200 sub-board Dodging is done, and the master board area is re-divided, at this time the head shears only translate the rough cut point.
[0082] The optimized shearing method of the present invention effectively avoids defective parts, ensures that all sub-boards can be sheared smoothly, and reduces the cost of feeding materials. ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More