

Elastic and breathable perforated medical bandage production line and making method
A production line and elastic technology, used in bandages, chemical instruments and methods, medical science, etc., can solve problems such as poor air permeability and poor elasticity, and achieve the effects of increased stretch rate, high elasticity, and large stretch rate.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
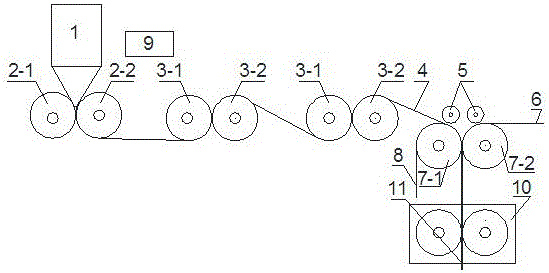
[0011] Embodiment 1: with reference to attached figure 1 . A production line for elastic and breathable perforated medical bandages, including a PLC controller 9, elastic and breathable casting die forming roller sets 2-1, 2-2 below the elastic polymer resin casting die 1, and multiple pairs of elastic breathable film stretching Roller groups 3-1 and 3-2 are distributed laterally on one side of the forming roller group of the elastic air-permeable casting die, and composite forming roller groups 7-1 and 7-2 are laterally located in multiple pairs of elastic breathable film stretching roller groups. On the side of the film stretching rollers 3-1 and 3-2, the composite nonwoven fabric punching device 10 is located on the side of the composite forming rollers 7-1 and 7-2. The elastic air-permeable casting mold forming roll group 2-1 and 2-2 are composed of a smooth roll 2-1 and a convex knife roll 2-2; the smooth roll 2-1 surface is rigid and the convex knife roll 2-2 is rigid. ...
Embodiment 2
[0012]Embodiment 2: On the basis of Example 1, the elastic air-permeable cast film forming roll set is a negative pressure perforated cast film forming roll set, and the negative pressure perforated cast film forming roll set consists of smooth roll 2-1 and The negative pressure punching roller 2-2 is formed; the roller surface of the negative pressure punching roller 2-2 is covered with negative pressure suction ports, and the negative pressure suction ports pass through the respective flow channels and the negative pressure cavity in the negative pressure punching roller. The negative pressure chamber communicates with the negative pressure suction source through the connecting pipe.
Embodiment 3
[0013] Embodiment 3: On the basis of Embodiment 1, the elastic and air-permeable cast film forming roll set is a cast film forming roll set with concave and convex points perforated.
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More