Semi-automatic assembly machine for precision valve
A semi-automatic and machine technology, applied in the direction of manufacturing tools, metal processing, metal processing equipment, etc., can solve the problems of difficult to ensure the verticality and depth of the valve, high product failure rate, low efficiency, etc., to achieve high assembly efficiency and assembly. The effect of quality improvement, simple and convenient operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0041] In order to make the above objects, features and advantages of the present invention more comprehensible, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
[0042] Reference herein to "one embodiment" or "an embodiment" refers to a particular feature, structure or characteristic that can be included in at least one implementation of the present invention. "In one embodiment" appearing in different places in this specification does not all refer to the same embodiment, nor is it a separate or selective embodiment that is mutually exclusive with other embodiments.
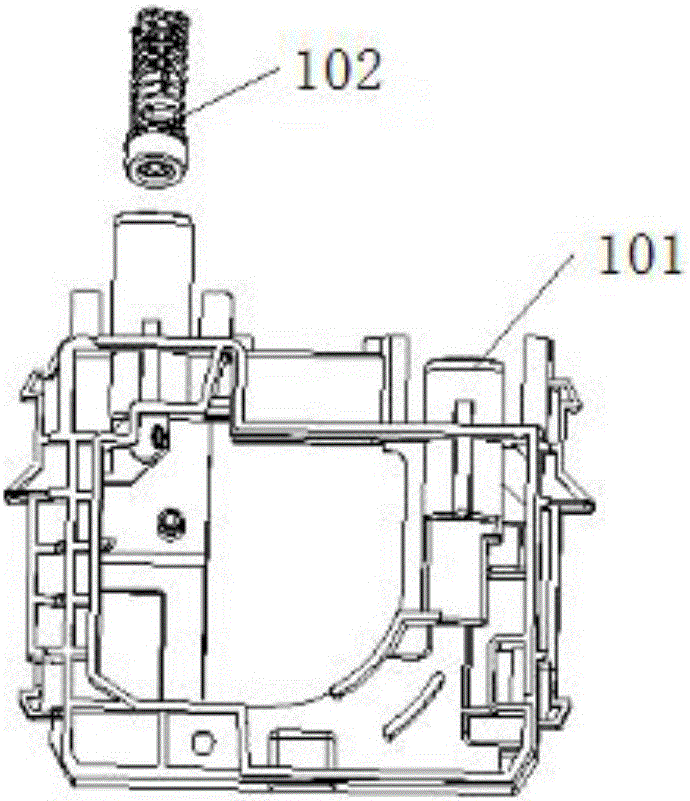
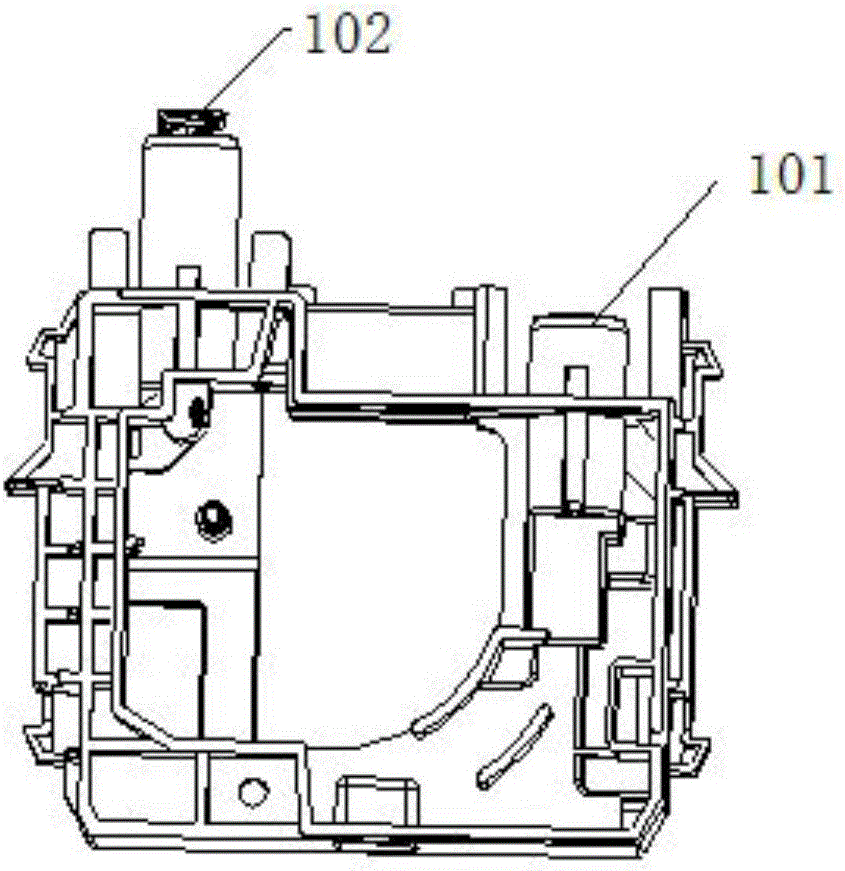
[0043] see Figure 1(a) to Figure 2(l), wherein, Fig. 1 (a) is the state diagram before the precision valve assembly of the present invention; Fig. 1 (b) is the state diagram after the precision valve assembly of the present invention; Three-dimensional schematic diagram; Figure 2(b) is a three-dimensional schematic diagram ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com