A manufacturing process of an extrusion die
A manufacturing process, extrusion die technology, applied in the field of extrusion die manufacturing process, can solve the problem of difficulty in ensuring the actual size and roundness of the upper die core head, inaccurate wall thickness, and the tolerance of the wall thickness of the die hole cannot be processed at one time, etc. problems, to achieve the effect of removing manual intervention, avoiding mold wall thickness deviation, and optimizing process steps
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
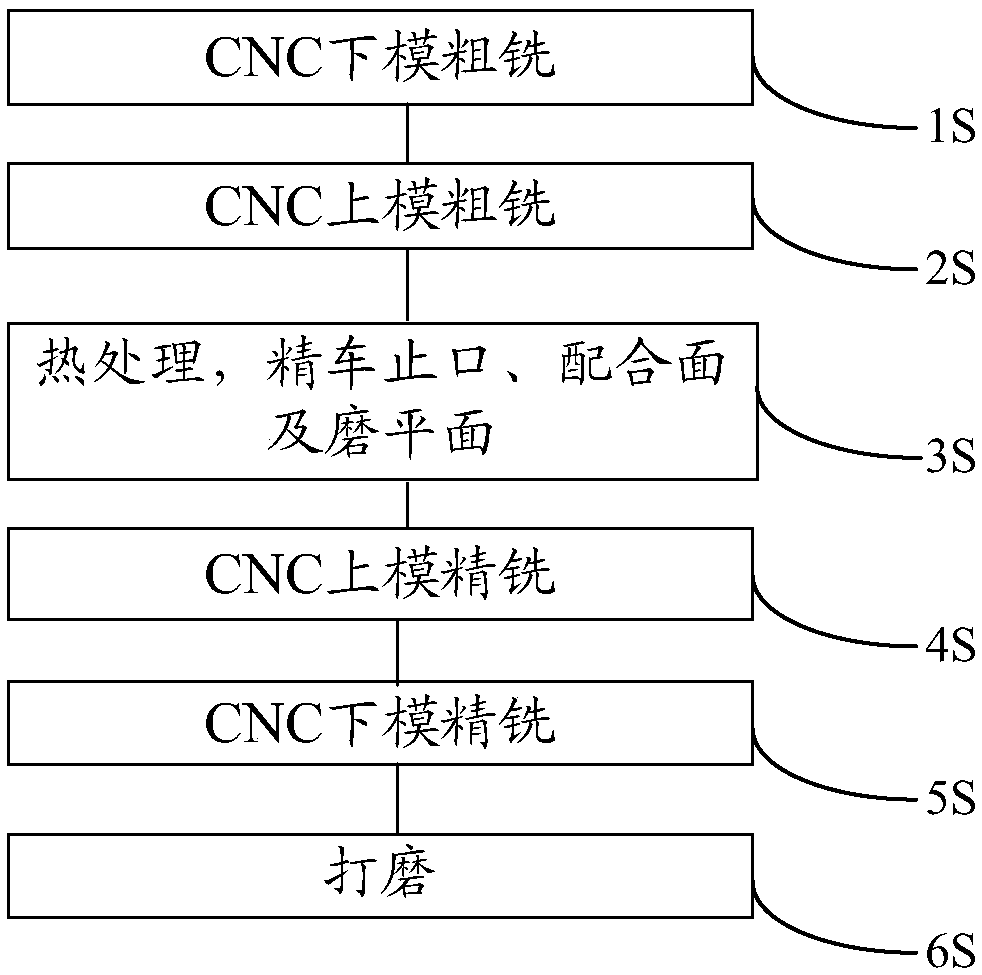
[0040] 1S: Rough milling of CNC lower mold: No allowance is left for the depth of the welding chamber, empty cutter after milling 5° tapered shape, 2mm allowance for the length of the working belt, center drilling for positioning screw holes, milling out the calibration position
[0041] 2S: CNC upper mold rough milling; reserve 0.7mm allowance on one side of the core head, 1mm pre-height of the upper space knife, leave 0.2mm allowance for the depth and height of the lower space knife, drill pin holes, and mill out the calibration position.
[0042]3S: Vacuum quenching is used for heat treatment, heating from room temperature to 850°C for 1 hour, then heating to 1000°C for 1 hour, oil cooling to 200°C for release; tempering twice, first heating to 550°C for 3.5 hours, Cool to room temperature with blowing, heat for the second time to 570°C for 3.5 hours, and cool to room temperature with blowing. Finishing seam, mating surface and grinding surface.
[0043] 4S: Fine milling o...
Embodiment 2
[0047] 1S: Rough milling of CNC lower mold: No allowance is left for the depth of the welding chamber, the empty cutter is milled after 3° conical shape, 0.5mm allowance is left for the length of the working belt, the positioning screw hole is drilled in the center, and the calibration position is milled out
[0048] 2S: CNC upper mold rough milling; reserve 0.5mm allowance on one side of the core head, 0.5mm pre-height of the upper space knife, and 0.05mm allowance for the depth and height of the lower space knife; drill pin holes and mill out the calibration position.
[0049] 3S: Vacuum quenching is used for heat treatment, heating from room temperature to 850°C for 1.5 hours, then heating to 1050°C for 1.5 hours, oil cooling to 200°C for release; tempering twice, first heating to 580°C for 3.5 hours, Cool to room temperature with blowing, heat for the second time to 590°C for 3.5 hours, and cool to room temperature with blowing. Finishing seam, mating surface and grinding ...
Embodiment 3
[0054] 1S: Rough milling of CNC lower mold: no allowance is left for the depth of the welding chamber, empty cutter after milling 4° tapered shape, 1mm allowance is left for the length of the working belt, the positioning screw hole is drilled in the center, and the calibration position is milled out
[0055] 2S: CNC upper mold rough milling; reserve 0.6mm allowance on one side of the core head, 0.8mm pre-height of the upper space knife, and 0.1mm allowance for the depth and height of the lower space knife; drill pin holes and mill out the calibration position.
[0056] 3S: Vacuum quenching is used for heat treatment, heating from room temperature to 850°C for 2 hours, then heating to 1100°C for 2.5 hours, oil cooling to 200°C for release; tempering twice, first heating to 600°C for 3.5 hours, Cool to room temperature with blowing, heat for the second time to 610°C for 3.5 hours, and cool to room temperature with blowing. Finishing seam, mating surface and grinding surface.
...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More