A kind of precision machining method of nuclear power main body busbar
A technology of precision machining and busbars, which is applied in the field of precision machining of the main busbars of nuclear power plants, can solve problems such as welding deformation and high load-bearing capacity of weld seams, and achieve the effect of preventing deformation and ensuring smoothness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043] The principles and features of the present invention are described below in conjunction with the accompanying drawings, and the examples given are only used to explain the present invention, and are not intended to limit the scope of the present invention.
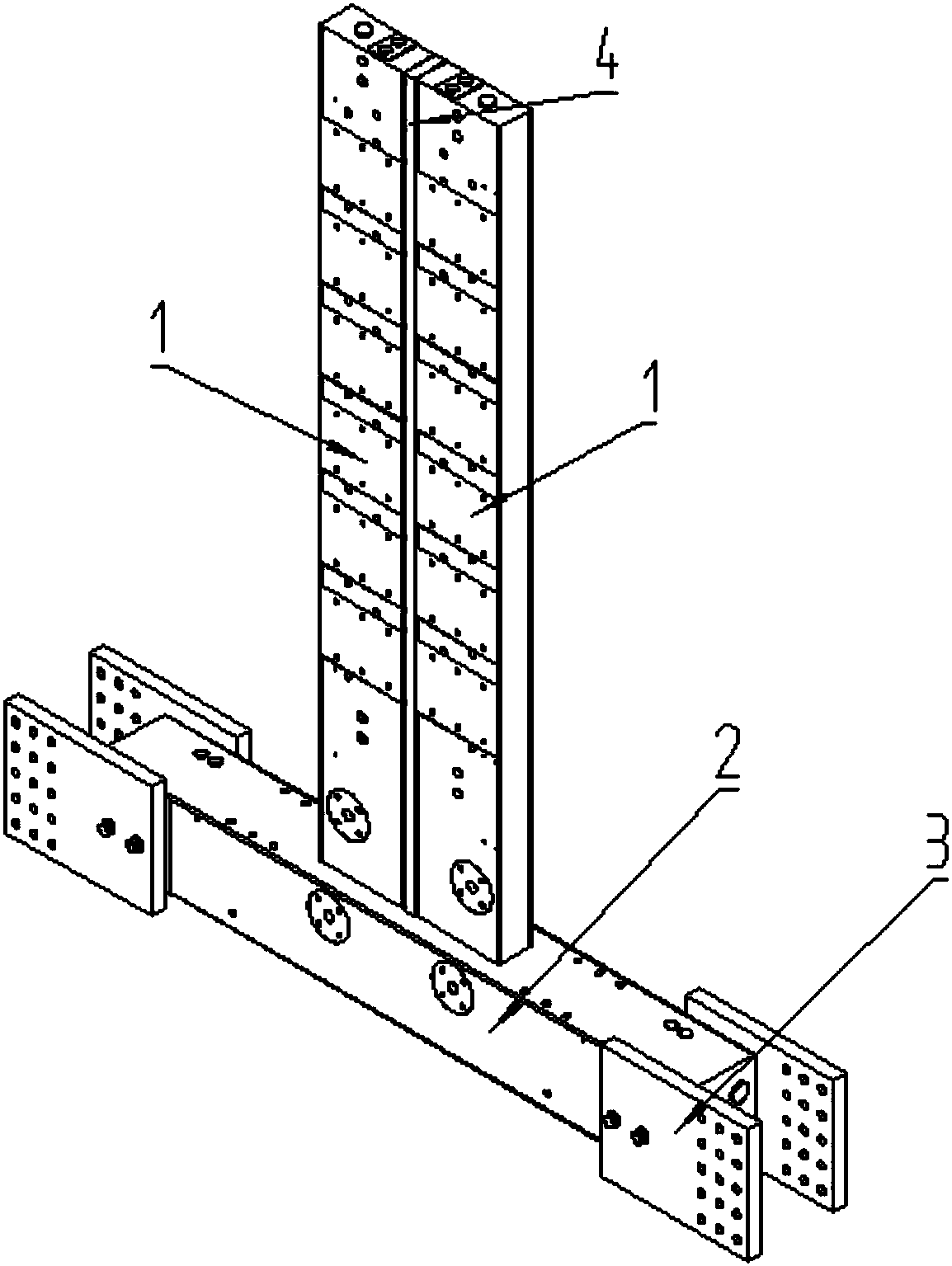
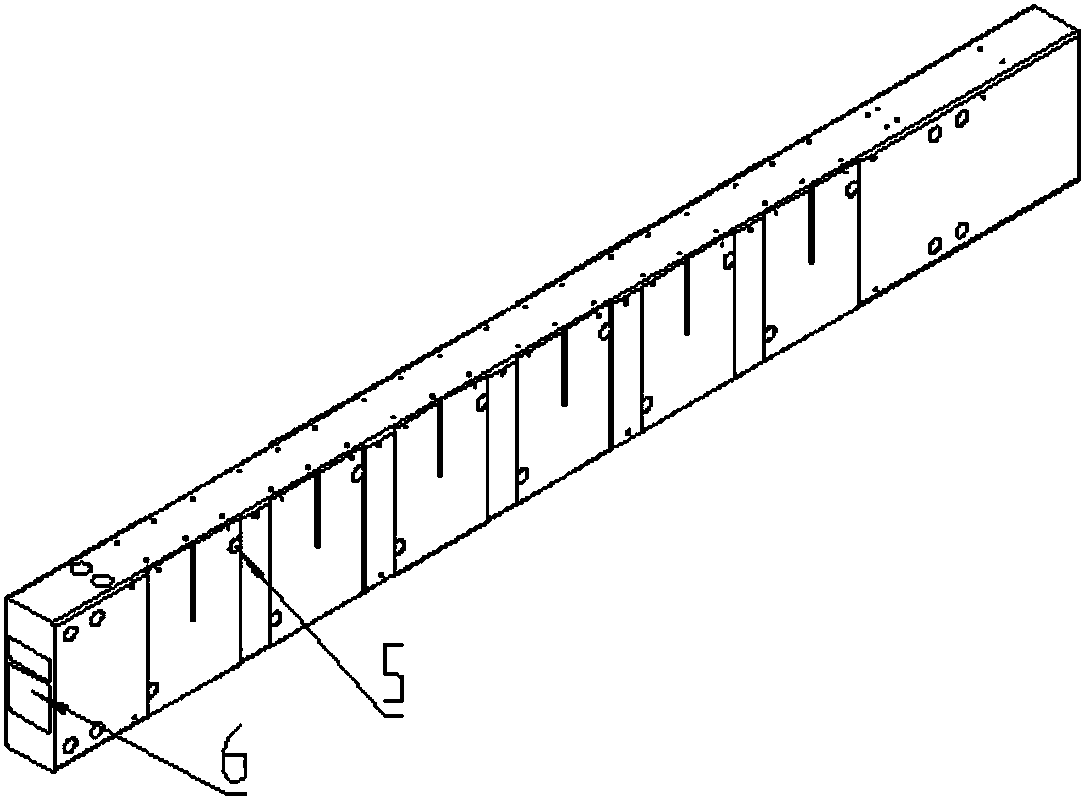
[0044] Such as Figure 1-Figure 8 As shown, a precision machining method for the main body busbar of a nuclear power plant, the main body busbar includes a primary welded busbar, an AC side busbar, and an AC side terminal bar, the inner cavity of which is a cavity, comprising the following steps:
[0045] 1) Process the end face, end face hole and stepped hole of the welded busbar 1 once
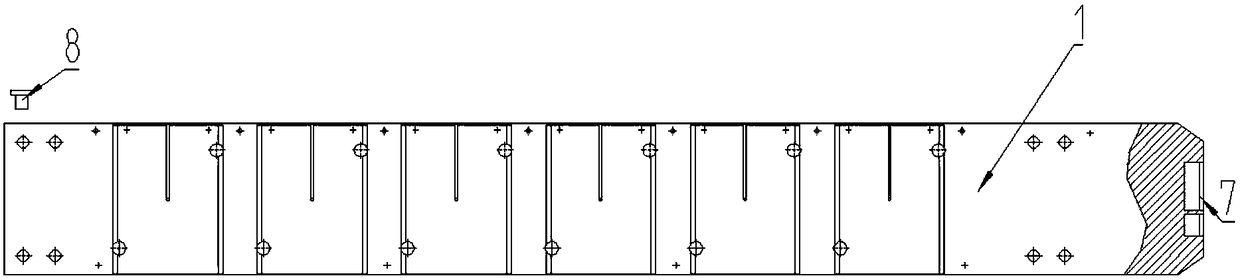
[0046] Set the spindle speed of the milling machine to 5000-6000r / min, and mill the end face hole 6, end face and stepped hole 5 of the welding busbar 1 once;
[0047] 2) Seal the stepped hole 5 and the end face hole 6 of the primary welding busbar 1
[0048] Seal the stepped hole 5 with a hole sealing plate 8, and seal the end ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com