

Accurate forming method for large-curvature and high-order-difference edge sealing frame
A frame-sealing and precise technology, applied in the field of mechanical processing, can solve the problems of unsatisfactory manufacturing compliance, affect the surface quality of parts, and low manufacturing compliance, so as to shorten the development cycle, improve production efficiency and product qualification rate, and improve the model Effect of Surface Accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
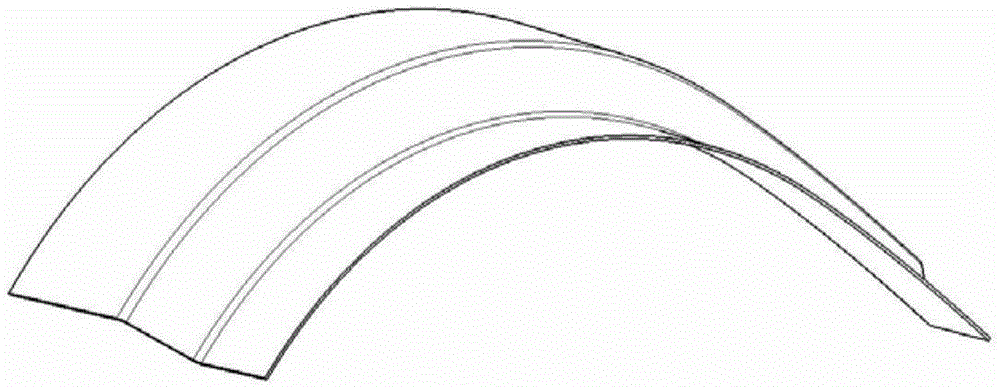
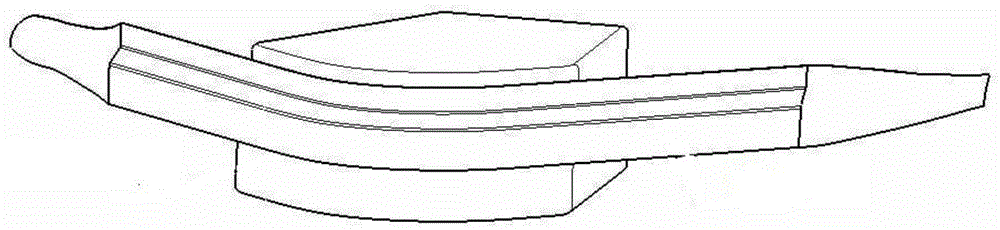
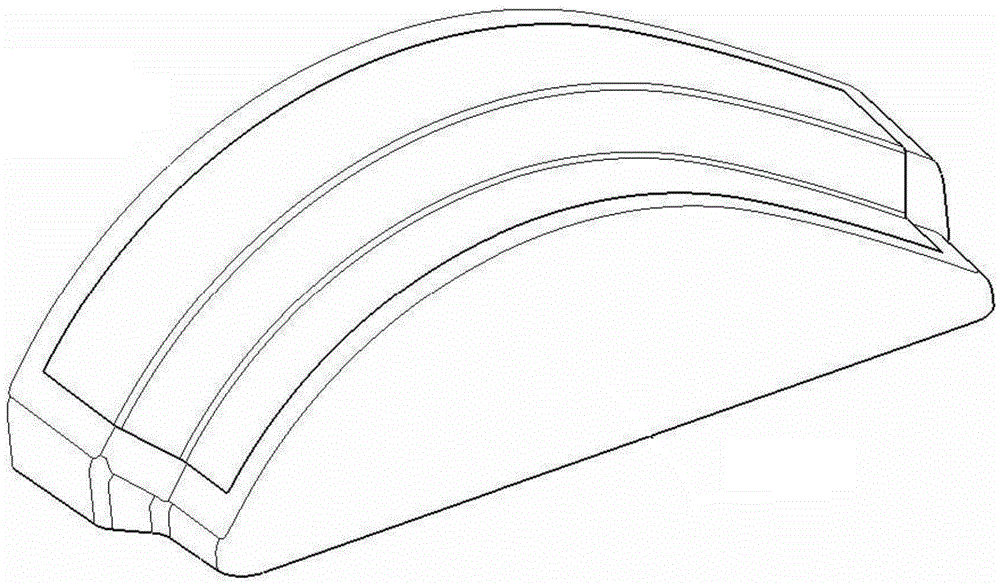
[0040] Trial-manufacture parts with large curvature and high step difference sealing frame, and adopt the precise forming technology method combining stretch bending forming and rubber bag correction.
[0041] The profile stretch forming machine is used for stretch bending forming, heat treatment and stretch correction, and finally the cutting die is used for cutting and correction on the rubber bag forming machine. The accuracy of the product shape is greatly improved, the manufacturing precision is improved, and there is no wrinkle. , Hammer marks and other surface defects, the amount of manual work is greatly reduced, the surface quality is good, the parts manufacturing conformity is high, and the design requirements are met.
[0042] Detailed process flow:
[0043] A method for precisely forming a sealing frame with large curvature and high step difference, characterized in that it includes the following steps:
[0044] 1. CNC blanking
[0045] For the lower rectangular ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More