Automatic welding method used for heat exchanger and device for automatic welding method
An automatic welding and heat exchanger technology, applied in welding equipment, arc welding equipment, metal processing equipment, etc., can solve problems such as unfavorable enterprise development, large number of defective products, easy positioning deviation, etc., and achieve fast and accurate positioning. Determining the effect of convenient, quick and efficient welding results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
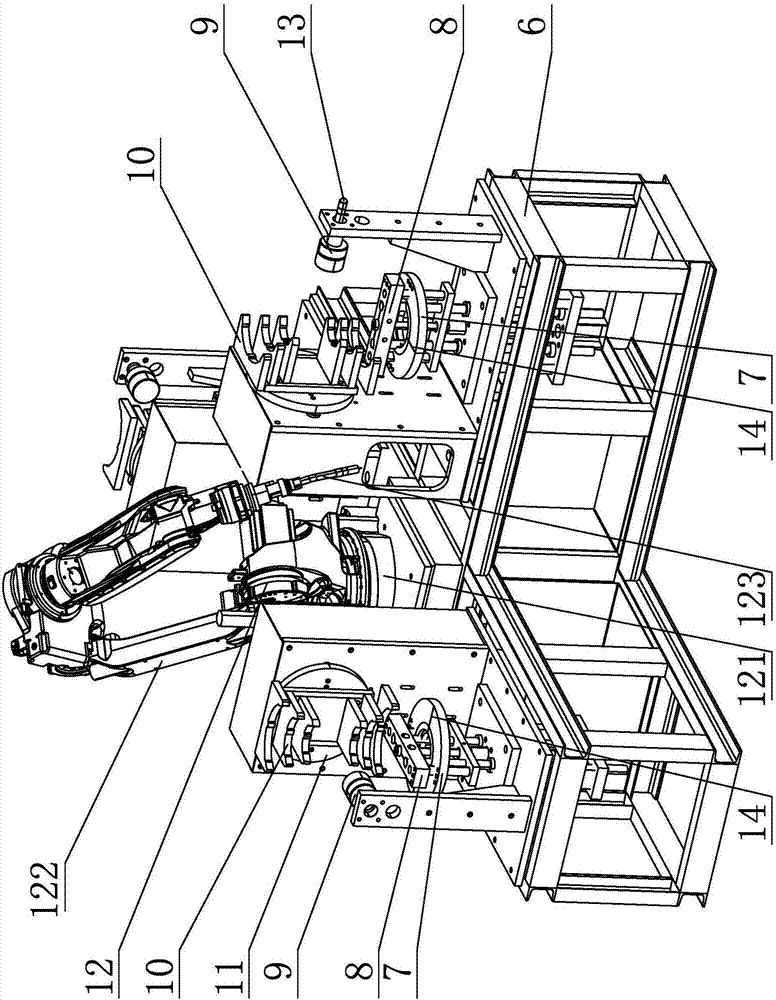
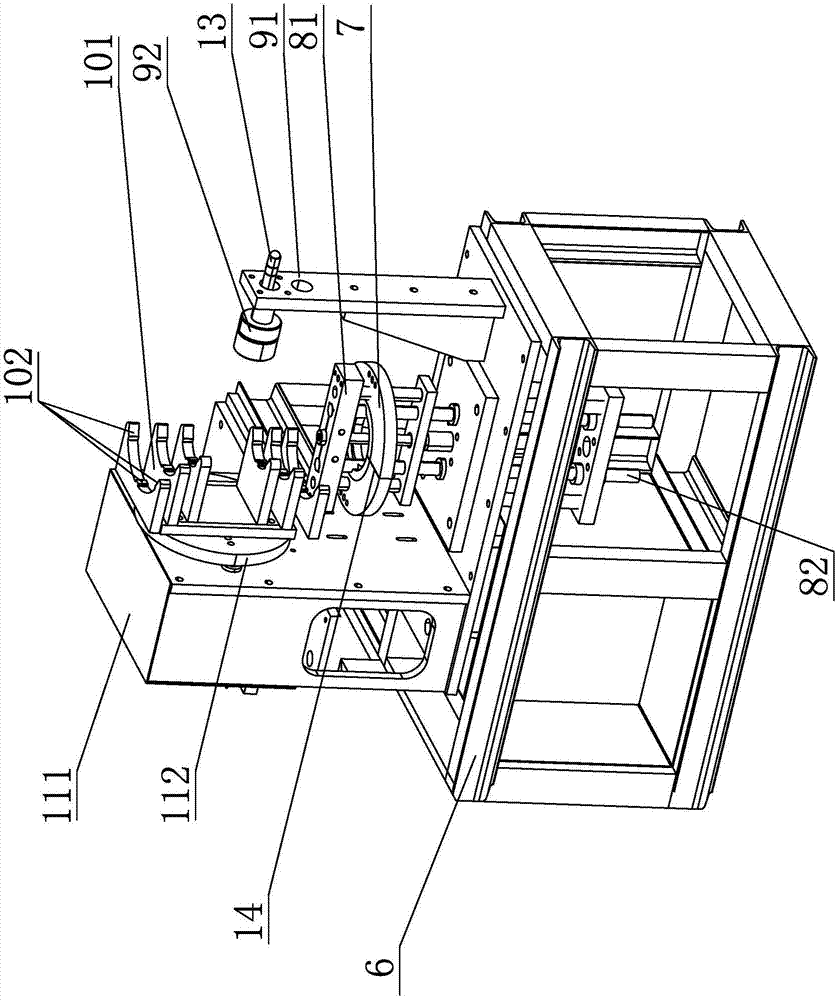
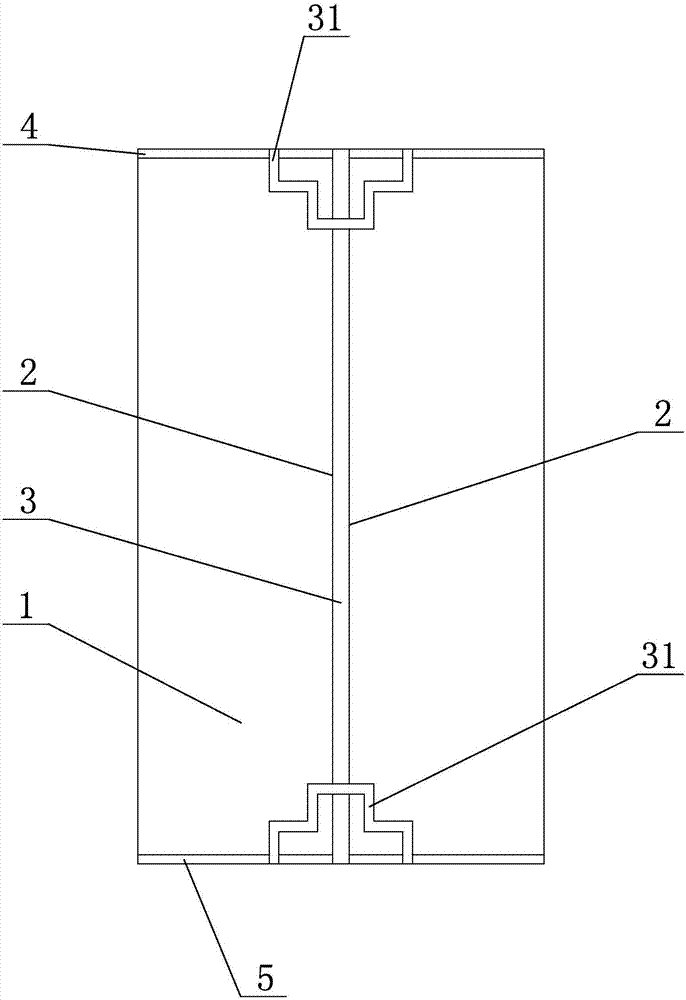
[0031] The present invention will be further described below in conjunction with the accompanying drawings, according to Figure 1 to Figure 5 As shown, in the automatic welding method for heat exchangers of the present invention, the heat exchanger includes a heat exchange preform 1, and the heat exchange preform 1 has a cylindrical straight seam 3, a cylindrical head circumferential seam 4, and a cylindrical bottom cover. Circumferential seam 5, the automatic welding method includes the following steps:
[0032] 1) Prepare limit line 2; prepare limit line 2 on both sides of the cylinder straight seam 3 of the heat exchange preform 1, on both sides of the cylinder head circumferential seam 4, and on both sides of the cylinder bottom cover circumferential seam 5 respectively .
[0033] 2) The heat exchange preform 1 is positioned on the tooling; the heat exchange preform 1 is installed on the tooling equipment, and the straight seam 3 of the cylinder body is docked with the p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More