Forging method of precise deep-hole thin-wall pipe
A technology of thin-walled tubes and deep holes, applied in metal processing equipment, etc., can solve the problems of low material utilization, long production cycle, low product strength, etc., and achieve the goal of dense product material, high production efficiency, and improved product fatigue strength Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The present invention will be further described below in conjunction with the accompanying drawings.
[0020] A method for forging a precision deep-hole thin-walled pipe, comprising the steps of:
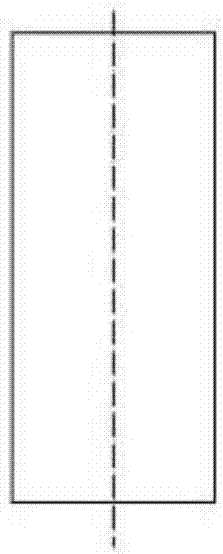
[0021] Saw material: The blank is sawed into a bar of a set size, and the bar is subjected to shot blasting and coating treatment, and then the bar is heated through an intermediate frequency furnace; the forgings obtained are as follows: figure 1 shown.
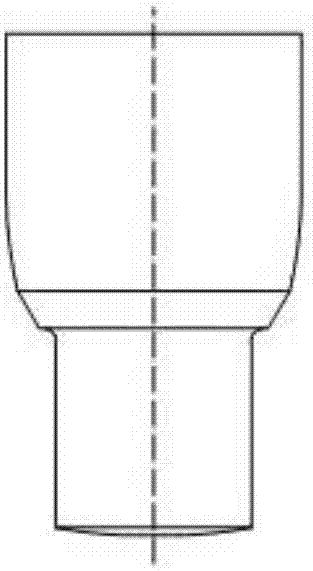
[0022] Warm forging and forward extrusion, forging a hexagonal cylinder or flat cube on the end face of the forging, and the end face of the forging is provided with end face transition fillets; the obtained forgings are as follows: figure 2 shown.
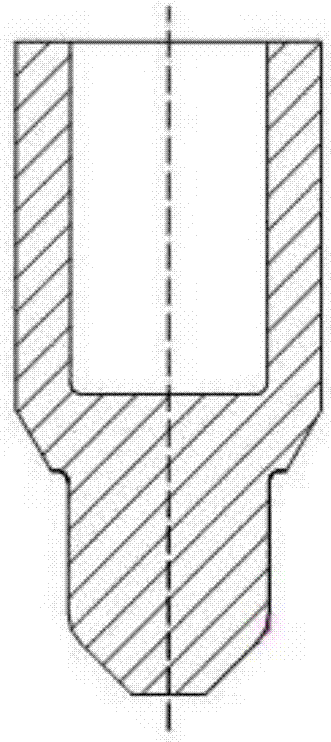
[0023] Warm forging and reverse extrusion, forging inner holes on the end face of forgings; forgings such as image 3 shown.
[0024] In the warm forging forward extrusion step and warm forging reverse extrusion step, the extrusion die of the forging is sprayed through a m...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap