Friction-stir welding spindle constant displacement control method and device
A technology of friction stir and displacement control, which is applied in welding equipment, manufacturing tools, non-electric welding equipment, etc., can solve the problems such as the difficulty in guaranteeing the quality of joints, avoid weak bonding defects, reduce the workload of post-weld processing, and achieve consistent quality high effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
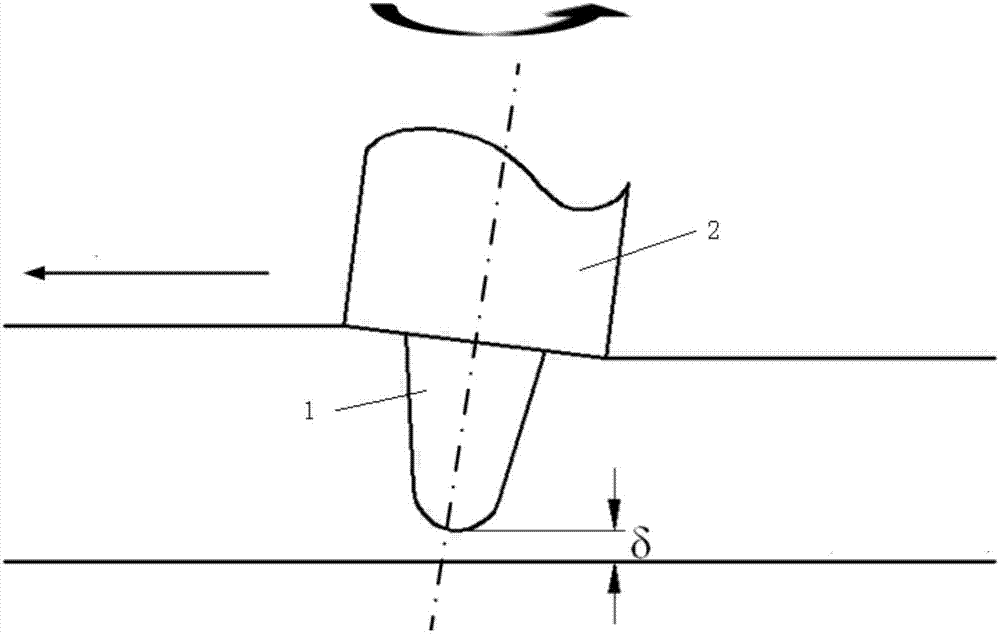
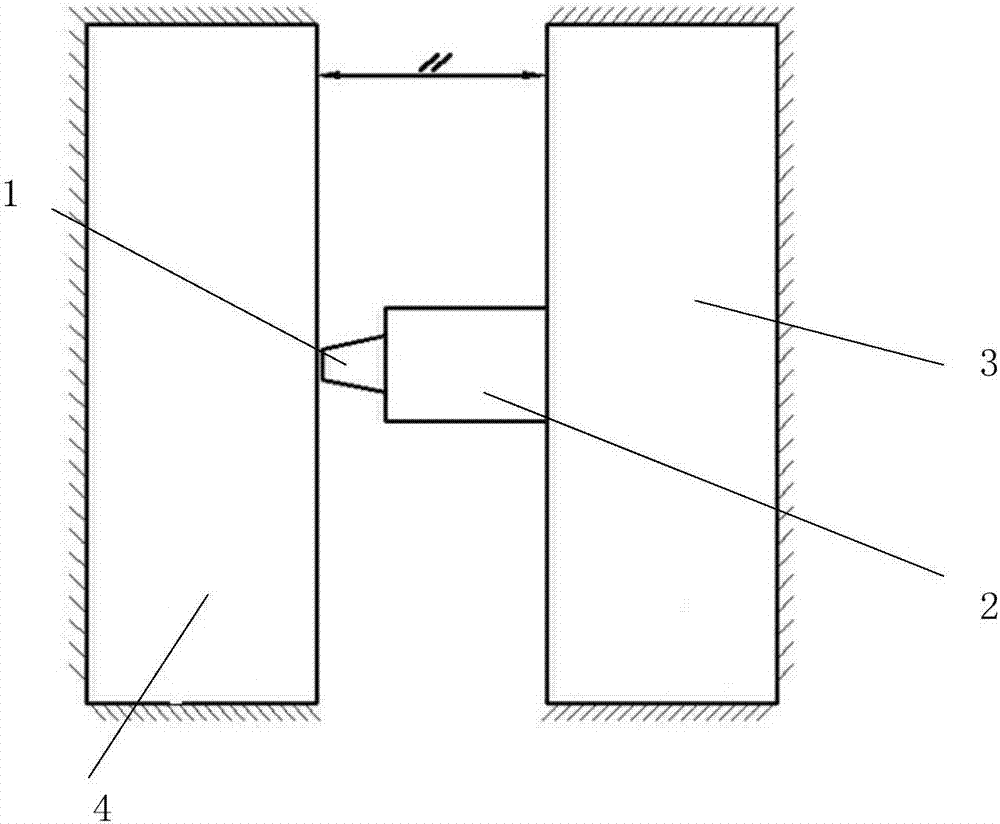
[0121] This embodiment provides a vertical longitudinal seam friction stir welding equipment, such as Figure 4 As shown, the main body of the welding main frame mechanism 3 has strong rigidity and no deformation occurs during welding, while the rigidity of the welding back support plate 4 is weak, and outward deflection occurs under the axial upsetting force of the welding main shaft 2 The deformation will cause the distance between the end of the stirring head and the support mechanism 4 of the welding back to change during the welding process. When the welding spindle 2 is close to the upper and lower ends, the amount of deflection is small, and when it is close to the middle of the support mechanism, the deflection The largest amount of curvature;
[0122] a. In the no-load state, the running frame mechanism 3 of the main engine, the welding back support mechanism 4 and the follow-up measuring device 5 are parallel to each other, and the follow-up measuring device 5 and th...
Embodiment 2
[0126] This embodiment provides a horizontal longitudinal seam friction stir welding equipment, such as Figure 5 As shown, the welding main machine running frame mechanism 3 has weak rigidity and is prone to deformation during welding, while the back supporting mechanism 4 has strong rigidity and does not deform during welding.
[0127] a. Place the follow-up measuring device 5 on one side of the main engine running frame mechanism 3, the main engine running frame mechanism 3, the welding back support mechanism 4 and the follow-up measuring device 5 are parallel under no-load state, but follow-up under loading state The dynamic measuring device 5 is also parallel to the welding back supporting mechanism 4;
[0128] b. When welding starts, that is, in the loading state, the follow-up measuring device 5 and the welding main shaft 2 move synchronously, in the same direction, and at a constant speed in the vertical direction; Measure the deformation δ1, and feed back the signal ...
Embodiment 3
[0131] This embodiment provides a kind of friction stir welding equipment, such as Figure 6 As shown, the rigidity of the main engine running frame mechanism 3 and the welding back support mechanism 4 are relatively weak, and deformation will occur during the welding process.
[0132] a. Set the first follow-up measuring device 5a outside the main machine running frame mechanism 3, and set the second follow-up measuring device 5b outside the welding back supporting mechanism 4. The main machine running frame mechanism 3, the welding back support mechanism 4, the first follow-up measuring device 5a and the second follow-up measuring device 5b are in a parallel state under no-load state, and the first follow-up measuring device 5a and the second follow-up measuring device 5b are in a loaded state. The second follow-up measuring device 5b is in a parallel state;
[0133] b. When welding starts, that is, under the loading state, the first follow-up measuring device 5a, the secon...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



