

Production method of canal groove side penetration prefabricated part
A production method and technology for prefabricated parts, which are applied in artificial waterways, manufacturing tools, water conservancy projects, etc., can solve the problems of not being able to make maximum use of water sources, wasting labor and working time, and squeezing and deforming canals and grooves. Alkali aggregate reaction performance, easy dismantling, good butt sealing effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
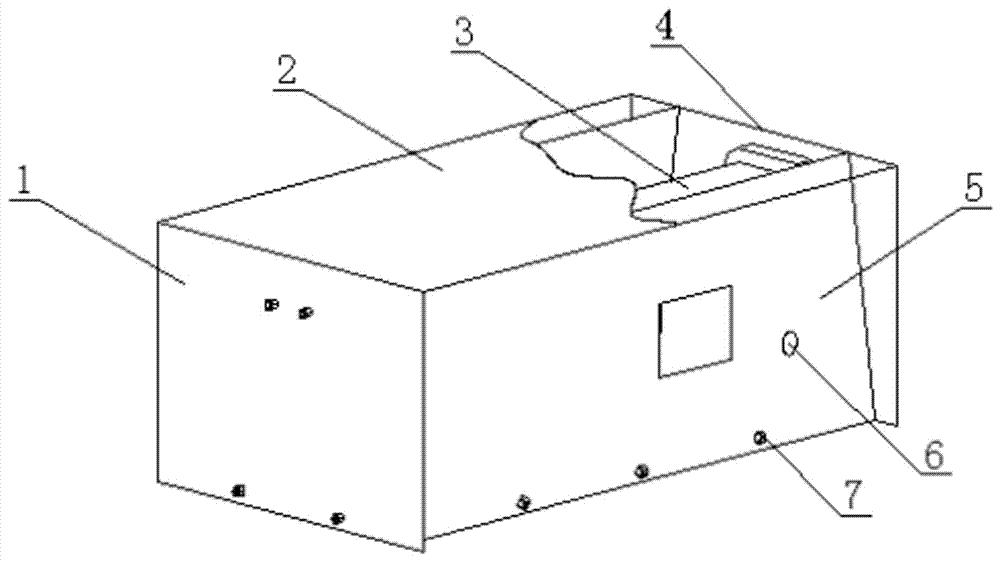
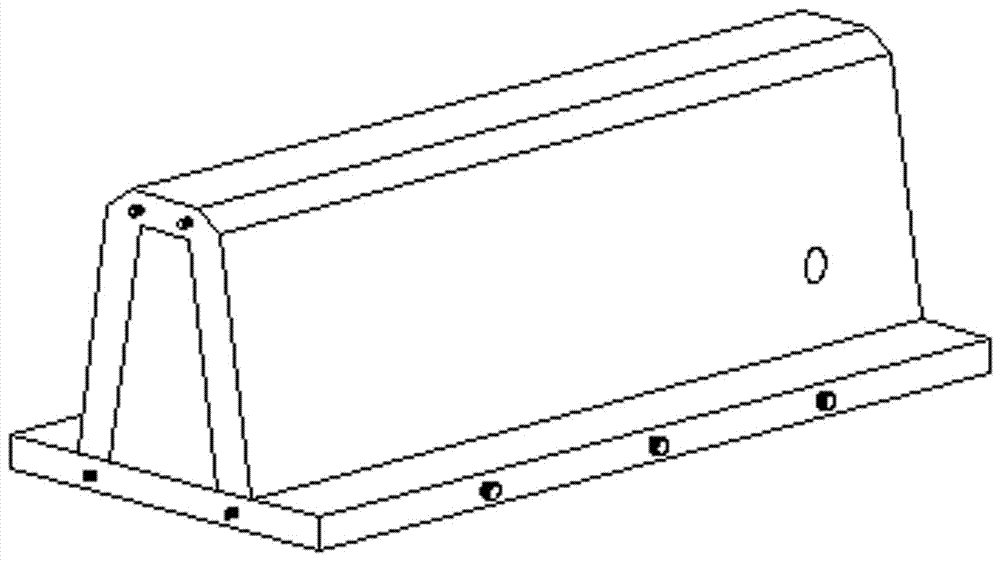
[0054] see Figures 1 to 10 Shown, a kind of production method of ditch groove side passage prefabricated part, described method comprises the following steps:
[0055] (1) Make the mold required for the same shape as the prefabricated part of the canal, place the mold upside down, with the bottom of the mold facing up, and pour concrete from the bottom;
[0056] (2) Evenly spray release oil or pad plastic film on the inside of the mold;
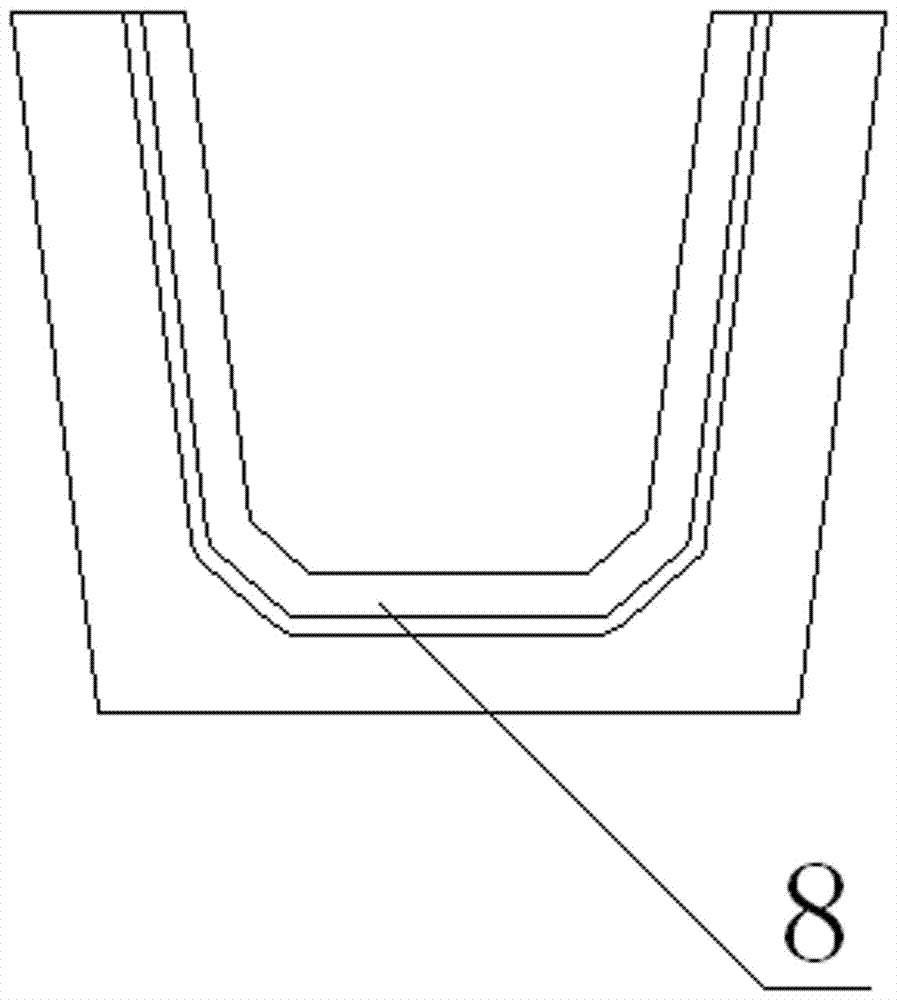
[0057] (3) Put the prepared steel skeleton into the pouring mold, and adjust the concrete protective layer. The groove edge of the steel skeleton is equipped with stress bars according to the internal and external stress conditions, and the bottom of the groove is pressed according to the upper and lower stress. The force situation configures the stress bars, decomposes the configured steel bars into shapes that can be processed, and then welds them into unit members, welds several unit members with longitudinal steel bars to form the steel...
Embodiment 2
[0070] see Figures 1 to 10 Shown, a kind of production method of ditch groove side passage prefabricated part, described method comprises the following steps:
[0071] (1) Make the mold required for the same shape as the prefabricated part of the canal, place the mold upside down, with the bottom of the mold facing up, and pour concrete from the bottom;
[0072] (2) Evenly spray release oil or pad plastic film on the inside of the mold;
[0073](3) Put the prepared steel skeleton into the pouring mold, and adjust the concrete protective layer. The groove edge of the steel skeleton is equipped with stress bars according to the internal and external stress conditions, and the bottom of the groove is pressed according to the upper and lower stress. The force situation configures the stress bars, decomposes the configured steel bars into shapes that can be processed, and then welds them into unit members, welds several unit members with longitudinal steel bars to form the steel ...
Embodiment 3
[0086] see Figures 1 to 10 Shown, a kind of production method of ditch groove side passage prefabricated part, described method comprises the following steps:
[0087] (1) Make the mold required for the same shape as the prefabricated part of the canal, place the mold upside down, with the bottom of the mold facing up, and pour concrete from the bottom;
[0088] (2) Evenly spray release oil or pad plastic film on the inside of the mold;
[0089] (3) Put the prepared steel skeleton into the pouring mold, and adjust the concrete protective layer. The groove edge of the steel skeleton is equipped with stress bars according to the internal and external stress conditions, and the bottom of the groove is pressed according to the upper and lower stress. The force situation configures the stress bars, decomposes the configured steel bars into shapes that can be processed, and then welds them into unit members, welds several unit members with longitudinal steel bars to form the steel...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More