

Flux-cored wire gas-shielded vertical upward welding process method
A technology of flux-cored welding wire and process method, which is applied in the direction of manufacturing tools, welding equipment, metal processing, etc., and can solve the problem that it is difficult to realize automatic welding of vertical cylinder thin-walled plates, and it is impossible to realize single-sided welding and double-sided forming, which affects welding quality and efficiency issues, to achieve the effect of improving the degree of docking automation, shortening the construction cycle, and improving welding quality and efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] In order to deepen understanding of the present invention, below in conjunction with accompanying drawing, specific embodiment of the present invention is described in further detail:
[0026] This embodiment provides a thin-walled plate flux-cored wire gas shielded vertical upward welding process, including the following steps:
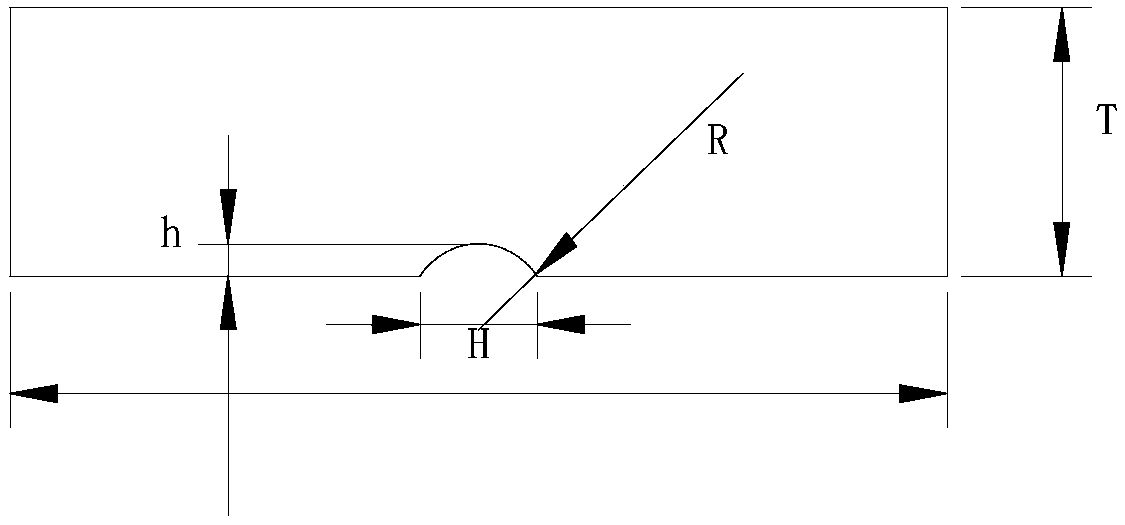
[0027] ① Starting from the butt joint of thin-walled plates in the vertical cylinder project, the wall thickness research range (6-10mm) is selected, and the welding process method of forced forming of self-protected flux-cored wire single-sided water-cooled copper liner is adopted;
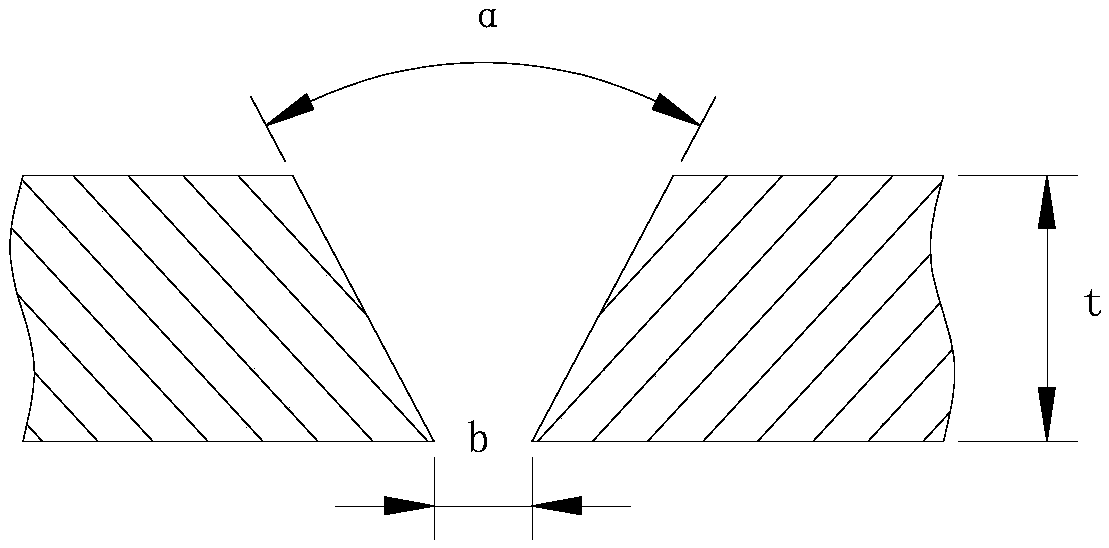
[0028] ② Cut and groove the thin-walled plates to be welded by mechanical processing methods, and derust, degrease and decontaminate the thin-walled plates near the bevels;
[0029] ③ The welding process of vertical cylinder thin-walled plates is prone to weld shrinkage, so the anti-deformation is controlled by unequal assembly gaps;
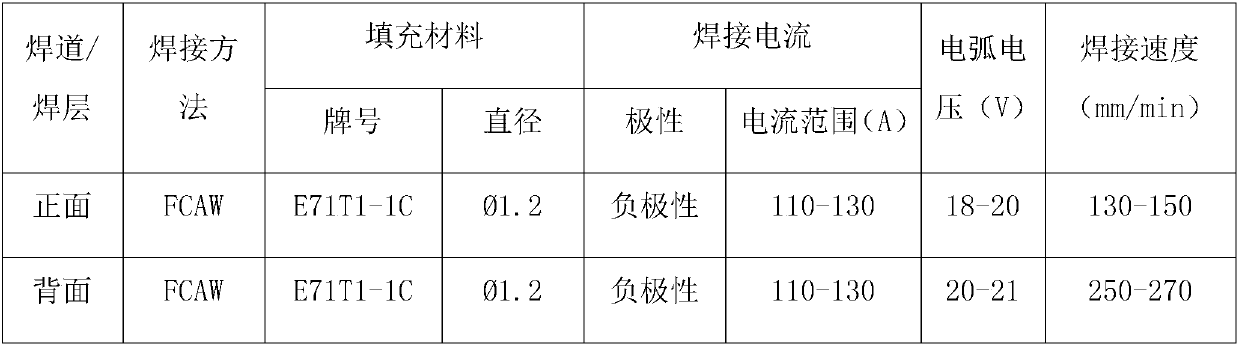
[0030] ④Select welding con...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More