Preparation method of PP/ABS micro-foaming material
A technology of micro-foaming and foaming masterbatch, which is applied in the field of preparation of PP/ABS micro-foaming materials, can solve the problems of high requirements for process condition control, and achieve reduced equipment operating costs, uniform distribution of micropores, and reduced The effect of product internal stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
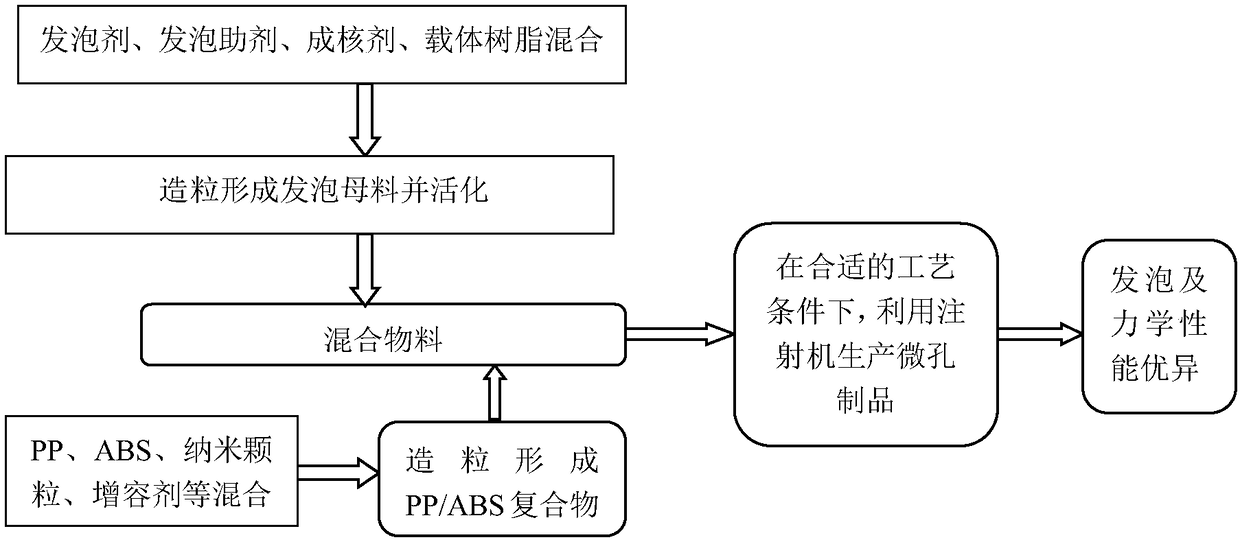
Method used
Image

Examples
Embodiment 1
[0036] First, the foam masterbatch is manufactured. Weigh raw materials according to the following mass: LDPE: 0.58kg, AC: 0.2kg, ZnO: 0.02kg, high melting point PE wax: 0.1kg, talcum powder: 0.1kg. After the raw materials are dried separately, they are mixed uniformly in a mixer and a foam masterbatch is obtained through a twin-screw extruder, and the melt temperature is 130°C during the extrusion process;
[0037] Next, prepare the PP / ABS mixture. Weigh the dried raw materials according to the following mass: PP: 1kg, ABS: 0.1kg, PE-c-GMA: 0.02kg, nano-montmorillonite: 0.02kg, high melting point PE wax: 0.05kg. These raw materials are mixed uniformly in a mixer to form a PP / ABS compound, and then melted, extruded and pelletized through an ordinary plastic extruder, and the melt temperature is controlled at 180°C during the extrusion process;
[0038] At the same time, put the prepared foam masterbatch into a vacuum dryer and activate it for 20 minutes in an environment of ...
Embodiment 2
[0043] First, the foam masterbatch is manufactured. Weigh raw materials according to the following mass: LDPE: 0.49kg, AC: 0.1kg, ZnO: 0.01kg, high melting point PE wax: 0.1kg, talcum powder: 0.3kg. After the raw materials are dried separately, they are mixed uniformly in a mixer and a foam masterbatch is obtained through a twin-screw extruder, and the melt temperature is 140°C during the extrusion process;
[0044] Next, prepare the PP / ABS mixture. Weigh the dried raw materials according to the following mass: PP: 1kg, ABS: 0.2kg, PE-c-GMA: 0.03kg, nano-montmorillonite: 0.012kg, high melting point PE wax: 0.1kg. These raw materials are mixed uniformly in a mixer to form a PP / ABS compound, and then melted, extruded and pelletized through an ordinary plastic extruder, and the melt temperature is controlled at 190°C during the extrusion process;
[0045] At the same time, put the prepared foam masterbatch into a vacuum dryer and activate it for 30 minutes in an environment of ...
Embodiment 3
[0050] First, the foam masterbatch is manufactured. The raw materials were weighed according to the following mass: LDPE: 0.464kg, AC: 0.3kg, ZnO: 0.036kg, high melting point PE wax: 0.1kg, talcum powder: 0.1kg. After the raw materials are dried separately, they are mixed uniformly in a mixer and a foam masterbatch is obtained through a twin-screw extruder, and the melt temperature is 120°C during the extrusion process;
[0051] Next, prepare the PP / ABS mixture. Weigh the dried raw materials according to the following mass: PP: 1kg, ABS: 0.25kg, PE-c-GMA: 0.025kg, nano-montmorillonite: 0.07kg, high melting point PE wax: 0.075kg. These raw materials are mixed uniformly in a mixer to form a PP / ABS compound, and then melted, extruded and pelletized through an ordinary plastic extruder, and the melt temperature is controlled at 190°C during the extrusion process;
[0052] At the same time, put the prepared foam masterbatch into a vacuum dryer and activate it for 25 minutes in an...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com