

Packaging material, and process of manufacturing same
A technology of packaging materials and core materials, applied in the field of packaging materials, can solve problems such as poor layer adhesion and limited production speed, and achieve the effects of improving adhesion, improving packaging performance, and reducing the risk of leakage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
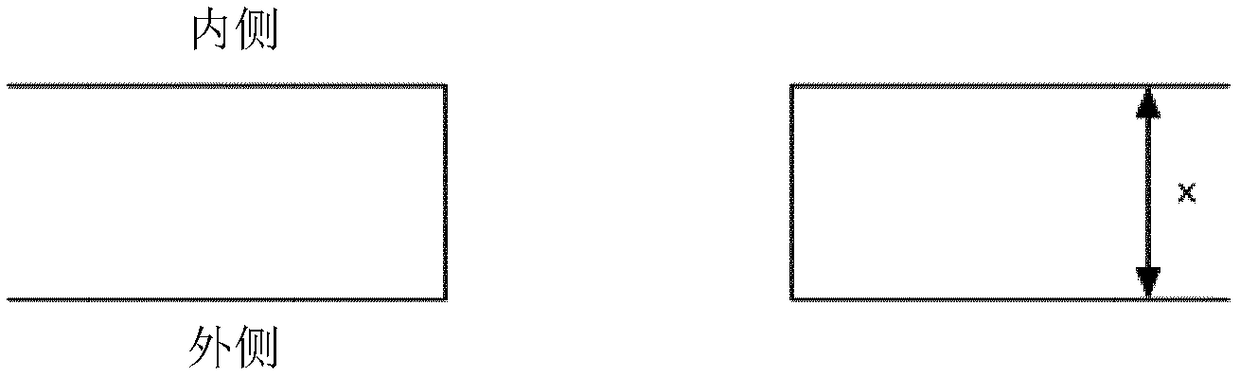
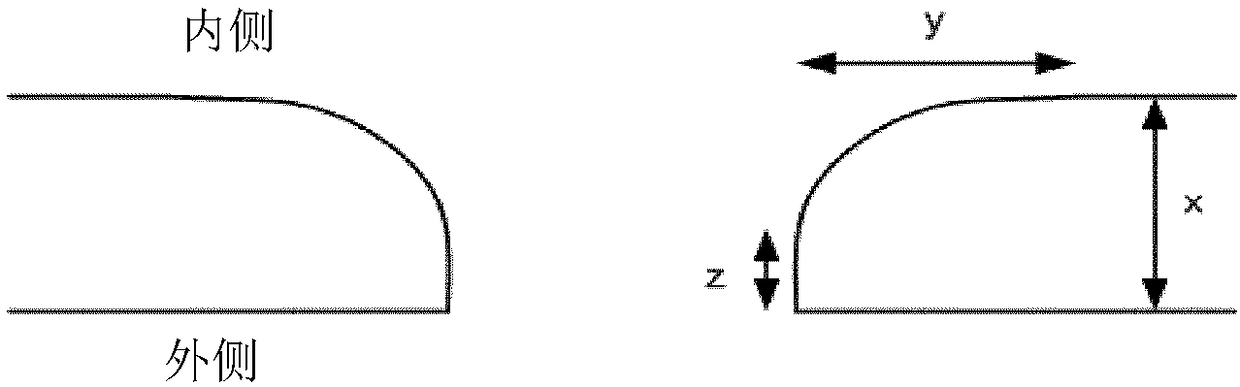
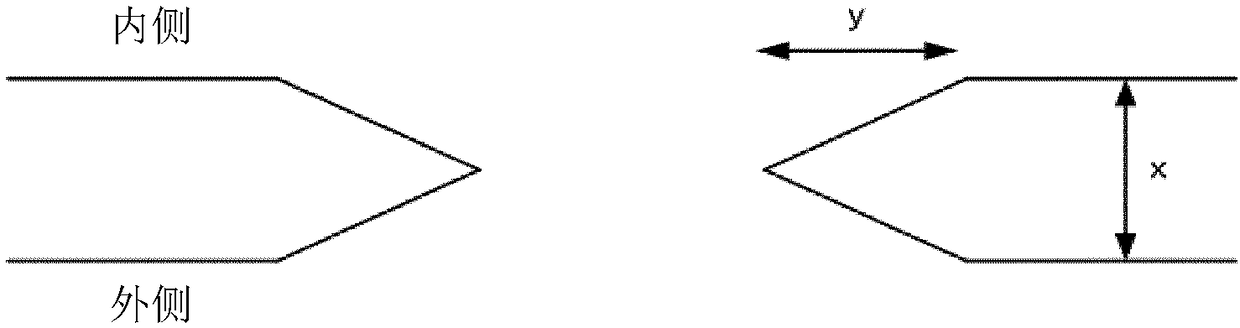
[0045] The packaging material according to the invention comprises a core material layer, an outer layer and an inner layer, wherein the outer layer and the inner layer are applied to opposite sides of the core material layer. The outer layer applied to one side of the core material layer is adapted to provide the outer surface of the package to be produced, which outer surface and the outer layer face the surrounding environment of the package. An inner layer is applied to the other side of the layer of core material and is adapted to provide an inner surface of the package to be produced which is in contact with the material contained in the package.
[0046] The core material may be a sheet material, preferably made of plastic, paper, cardboard or cardboard.
[0047] The outer layer may comprise at least one layer of polymeric material applied to the layer of core material. Furthermore, one of the layers constituting the outer layer may be a decorative layer constituting t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More