

Z-shaped welding line stirring friction welding process method
A welding process and friction stir technology, applied in welding equipment, manufacturing tools, non-electric welding equipment, etc., can solve problems affecting the engineering application of friction stir welding technology, achieve good welding accessibility, ensure welding quality, and increase economic costs Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0040] The present invention will be described in further detail below in conjunction with accompanying drawing, please refer to Figure 1 to Figure 9
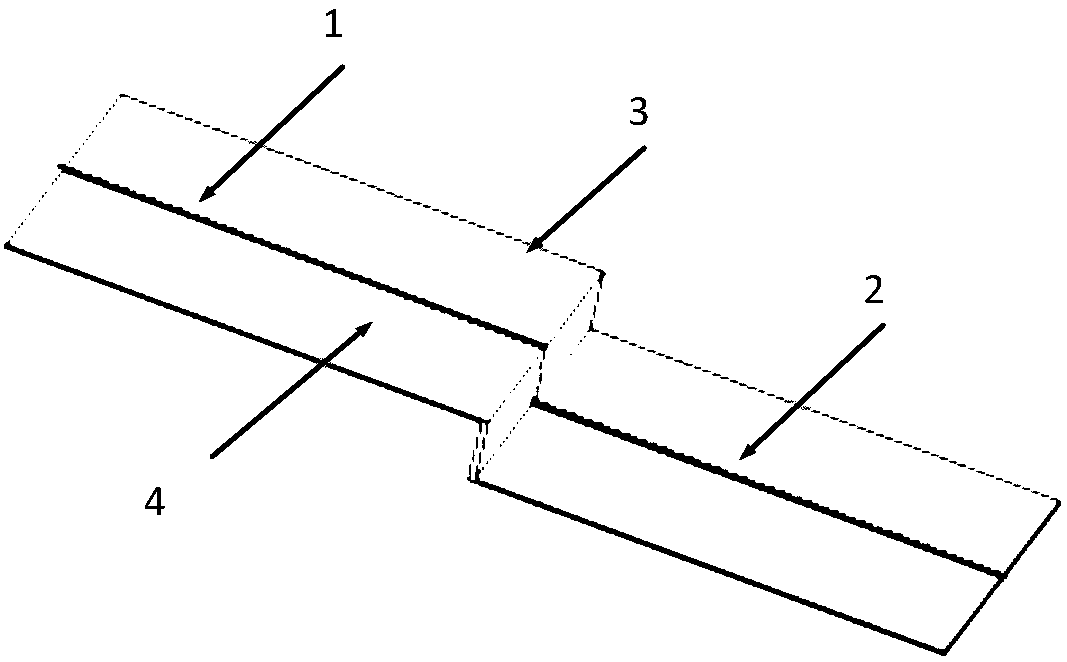
[0041] Step 1. Increase welding process allowance
[0042] When the parts are being processed, add welding process margins 5, 6, 7 and 8 at both ends of the weld along the weld direction of the upper weld 1 and the lower weld 2 respectively, and change the Z-shaped weld into a "work" "Font weld. The thickness of the welding seam is the same as that of the welding seam where the welding process allowance is located. Its structural shape can be determined according to the specific conditions of the part. Its structural shape can be "one" shape, L shape, Z shape, T shape, I shape, etc. Or the extension of the end face of the part.
[0043] Step 2. Welding
[0044] The present invention provides two kinds of welding sequences, the starting and receiving points of welding seam are A point, B point, C point, D point, E point and...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More