

Constant-temperature preparation method of semi-solid structural slurry of die-casted aluminum alloy billet
An aluminum alloy and semi-solid technology, which is applied in the field of warm semi-solid tissue slurry preparation, can solve the problems of high energy consumption and expensive production equipment for thixotropic forming slurry, and achieve efficient transformation process and shape, and reduced deformation power Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
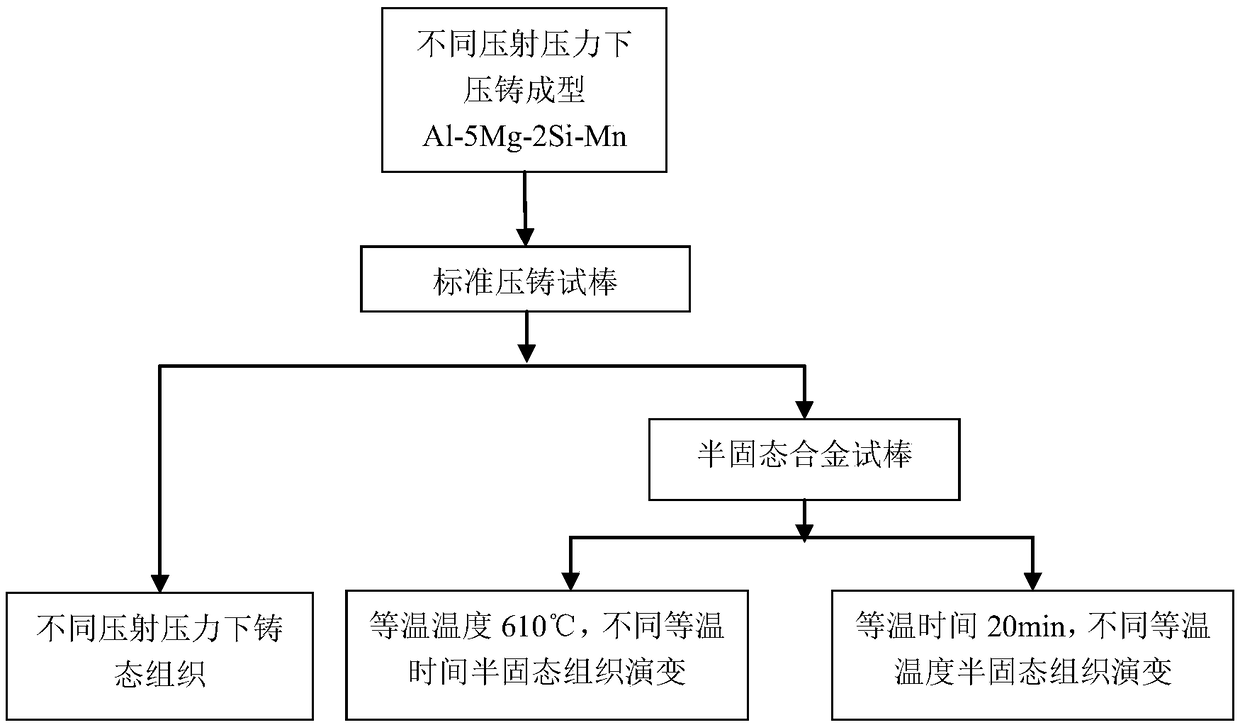
[0031] Step 1: Pour aluminum alloy molten metal at a temperature of 730°C to 750°C into the die-casting machine, adjust the first-speed switching position of the die-casting machine to 355mm to 365mm, the first-speed speed to 35cm / s to 45cm / s, and the second-speed switching position to 45mm ~55mm, 2nd speed 85cm / s~95cm / s;
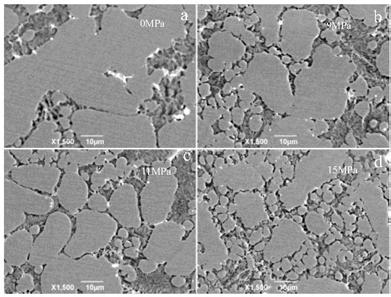
[0032] Adjust the injection pressure of the die-casting machine to 0MPa for pouring and die-casting to obtain an aluminum alloy die-casting ingot;
[0033] Step 2: Place the alloy die-casting ingot in a resistance furnace, and at an isothermal temperature of 605°C to 615°C, select the isothermal time to be 4min to 9min, 9min to 15min, 15min to 20min, 25min to 30min or 58min to 63min to obtain half Solid aluminum alloy paste.
Embodiment 2
[0035] Step 1: Pour aluminum alloy molten metal at a temperature of 730°C to 750°C into the die-casting machine, adjust the first-speed switching position of the die-casting machine to 355mm to 365mm, the first-speed speed to 35cm / s to 45cm / s, and the second-speed switching position to 45mm ~55mm, 2nd speed 85cm / s~95cm / s;
[0036] Adjust the injection pressure of the die-casting machine to 8-10MPa for pouring and die-casting to obtain an aluminum alloy die-casting ingot;
[0037] Step 2: Place the alloy die-casting ingot in a resistance furnace, and at an isothermal temperature of 605°C to 615°C, select the isothermal time to be 4min to 9min, 9min to 15min, 15min to 20min, 25min to 30min or 58min to 63min to obtain half Solid aluminum alloy paste.
Embodiment 3
[0039] Step 1: Pour aluminum alloy molten metal at a temperature of 730°C to 750°C into the die-casting machine, adjust the first-speed switching position of the die-casting machine to 355mm to 365mm, the first-speed speed to 35cm / s to 45cm / s, and the second-speed switching position to 45mm ~55mm, 2nd speed 85cm / s~95cm / s;
[0040] Adjust the injection pressure of the die-casting machine to 10-13 MPa for pouring and die-casting to obtain an aluminum alloy die-casting ingot;
[0041] Step 2: Place the alloy die-casting ingot in a resistance furnace, and at an isothermal temperature of 605°C to 615°C, select the isothermal time to be 4min to 9min, 9min to 15min, 15min to 20min, 25min to 30min or 58min to 63min to obtain half Solid aluminum alloy paste.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More