Forging method and device of titanium alloy beta forging forming on pressing machine
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A titanium alloy and press technology, applied in the field of forging, can solve problems such as narrow process window, achieve fine and uniform grains, improve the degree of dislocation, and match the structure and properties.
Inactive Publication Date: 2019-03-01
SHAANXI HONGYUAN AVIATION FORGING
View PDF6 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
Such high-strength and high-toughness titanium alloys are currently mainly used for quasi-β forging, and the process window of quasi-β forging is very narrow. How to produce quasi-β titanium alloy forgings with stable structure and performance is the focus of current research
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0025] Forging material: TC21, phase transition point 965°C, quantity: 5 pieces, forging size: 250×120×50 Step 1, heat forging at the phase transition point.
[0026] The bar is heated at 40° C. under β and then forged and shaped to obtain a billet 1 with a size of 130×80×210.
[0027] Step 2, heating and forging at the phase transition point.
[0028] The billet 1 was first heated at 40°C under quasi-β for 147 minutes, and kept at 15°C for 25 minutes on the beta to obtain hot billet 2. Hot billet 2 out of the furnace pressing process design forging surface 80 thick upper and lower sides, the deformation of the first pressed side is 10%, flipped 180°, the forging corresponding surface deformation is 17%. Billet 3 is obtained.
[0029] Step two, shaping.
[0030] The square billet 3 is adjusted according to the required size of the drawing, 130×80×210, to obtain a free forging at the transformation point.
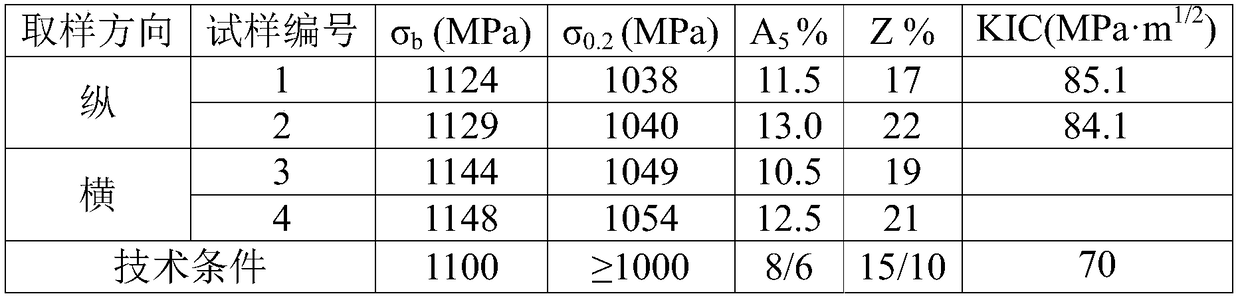
[0031] The tensile properties of table 1 embodiment 1
[0036] Step 1, heating and forging below the phase transition point.
[0037] The bar is heated at 35° C. under β and then forged and shaped to obtain a billet 1 with a size of 160×270×550.
[0038] Step 2, heating and forging at the phase transition point.
[0039] The billet 1 was first heated at 40° C. under the quasi-β for 115 minutes, and kept at 15° C. for 50 minutes on the beta to obtain the hot billet 2 . Hot billet 2 out of the furnace pressing process design forging surface 160 thick upper and lower sides, the deformation of the first pressed side is 8%, flipped 180°, the forging corresponding surface deformation is 15%. Billet 3 is obtained.
[0040] Step two, shaping.
[0041] The billet 3 is adjusted according to the required size of the drawing, 120×292×577, to obtain a free forging at the transformation point.
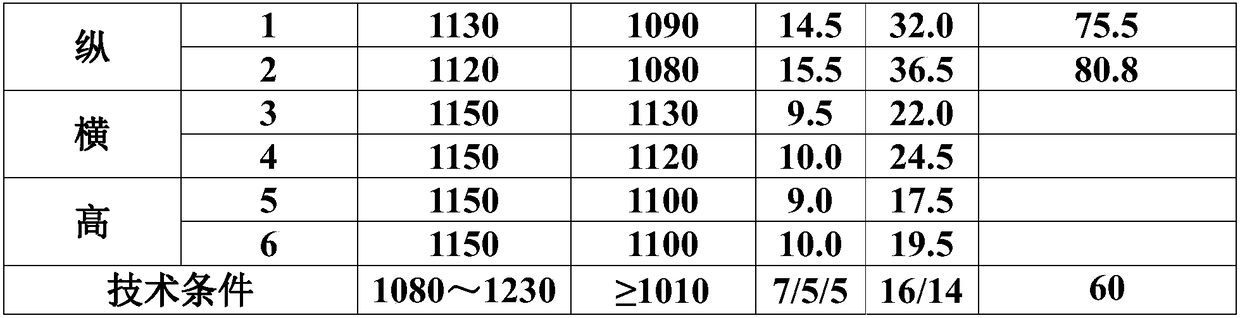
[0042] The tensile properties of tabl...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
The embodiment of the invention provides a forging method and device of titaniumalloy beta forging forming on a pressing machine. The forging method comprises the following steps that a first squareblank is heated according to quasi-beta heating technology to obtain a hot square blank, wherein the first square blank is obtained by heating and forging a bar material under a beta phase transformation pointtransus temperature; a first forging face of the hot square blank is pressed to obtain a square blank with a closed grain boundary formed, and the deformation amplitude of the square blank with the closed grain boundary reaches a first preset range; and the face, opposite to the first forging face, of the square blank with the closed grain boundary is pressed to obtain a second square blank. The second square blank of the embodiment is forged through two steps, early grains of the second square blank are fine and uniform, the structure performance is stable, and better matching is achieved.
Description
technical field [0001] The invention belongs to the field of forging, and relates to a method and device for beta forging of titaniumalloy on a press. Background technique [0002] With the continuous upgrading and progress of aircraft design, titanium alloys, especially those with high strength and high toughness, are widely used. The use of titanium alloys with high strength and good comprehensive performance is an important method for reducing the weight of aircraft structural parts. The specific gravity of the aircraft structure is reduced, which can increase the thrust-to-weight ratio, increase the flight distance and reduce fuel costs. Such high-strength and high-toughness titanium alloys are currently mainly used for quasi-β forging. The process window of quasi-β forging is very narrow. How to produce quasi-β titanium alloy forgings with stable structure and performance is the focus of current research. Contents of the invention [0003] The purpose of the presen...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.




 Login to View More
Login to View More  Login to View More
Login to View More