

Stir friction weld joint quality dynamic detection method based on torque
A friction stir welding and friction stir technology, which is applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of expensive equipment, real-time monitoring of the welding process, and inability to detect loose, incomplete penetration and close-fitting defects, etc. problem, to achieve the effect of simple and accurate method
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030] Below knot and accompanying drawing and example further illustrate the present invention.
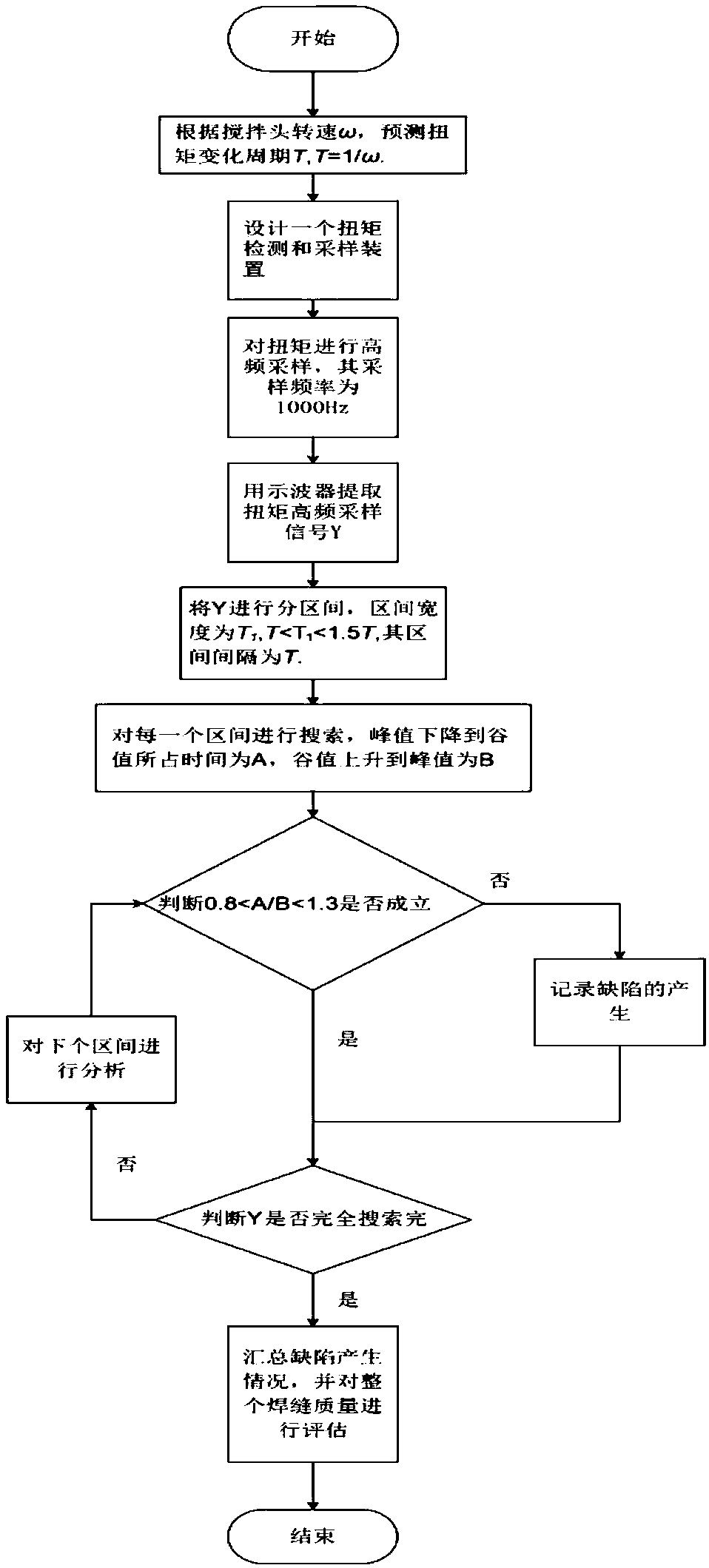
[0031] Take the rotation speed of the stirring head ω=600rpm, the forward speed of v=300mm / min, and the welding material is AA1104 aluminum alloy as an example. For the inspection process, see figure 1 .
[0032] Strp1: Place the friction stir welding workbench on the mechanical testing device.
[0033] Strp2: According to the preset stirring head speed to cycle T=1 / ω=1 / (600 / 60)×0.001=100ms
[0034] Strp3: Use torque high-frequency sampling equipment to perform high-frequency sampling of torque, and its frequency is 1000Hz
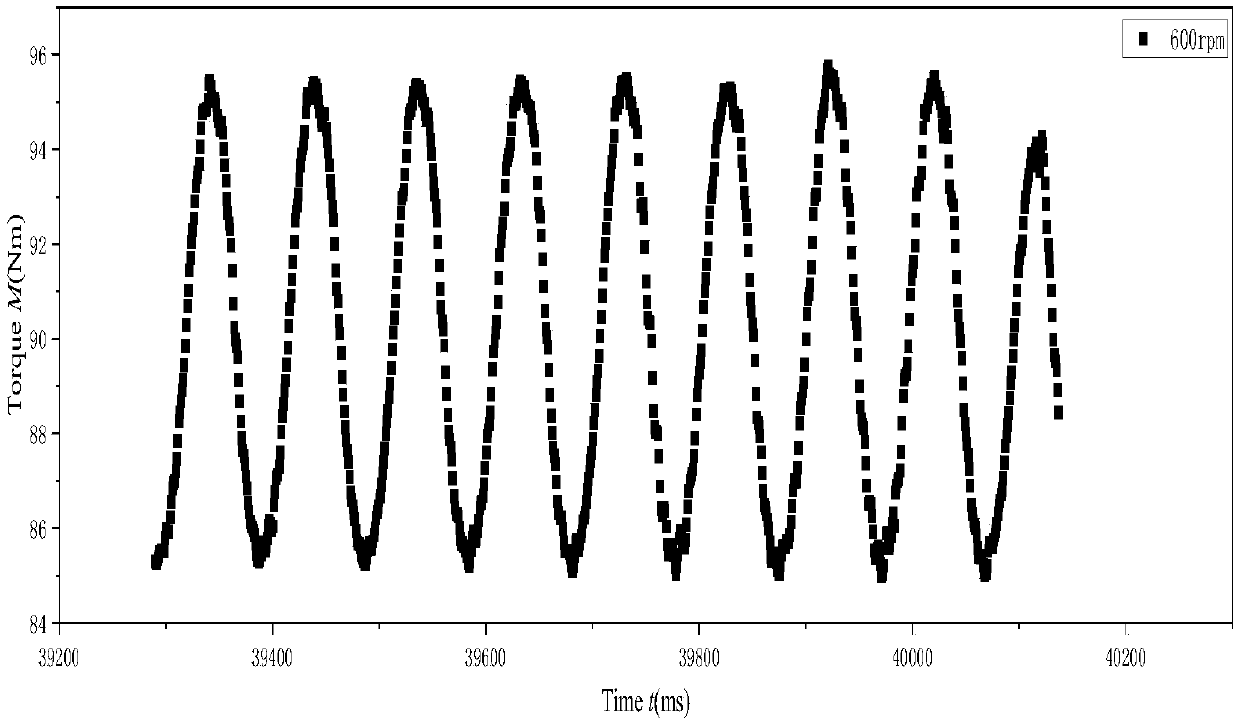
[0035] Strp4: Extract the torque high-frequency sampling signal Y through the oscilloscope, such as figure 2
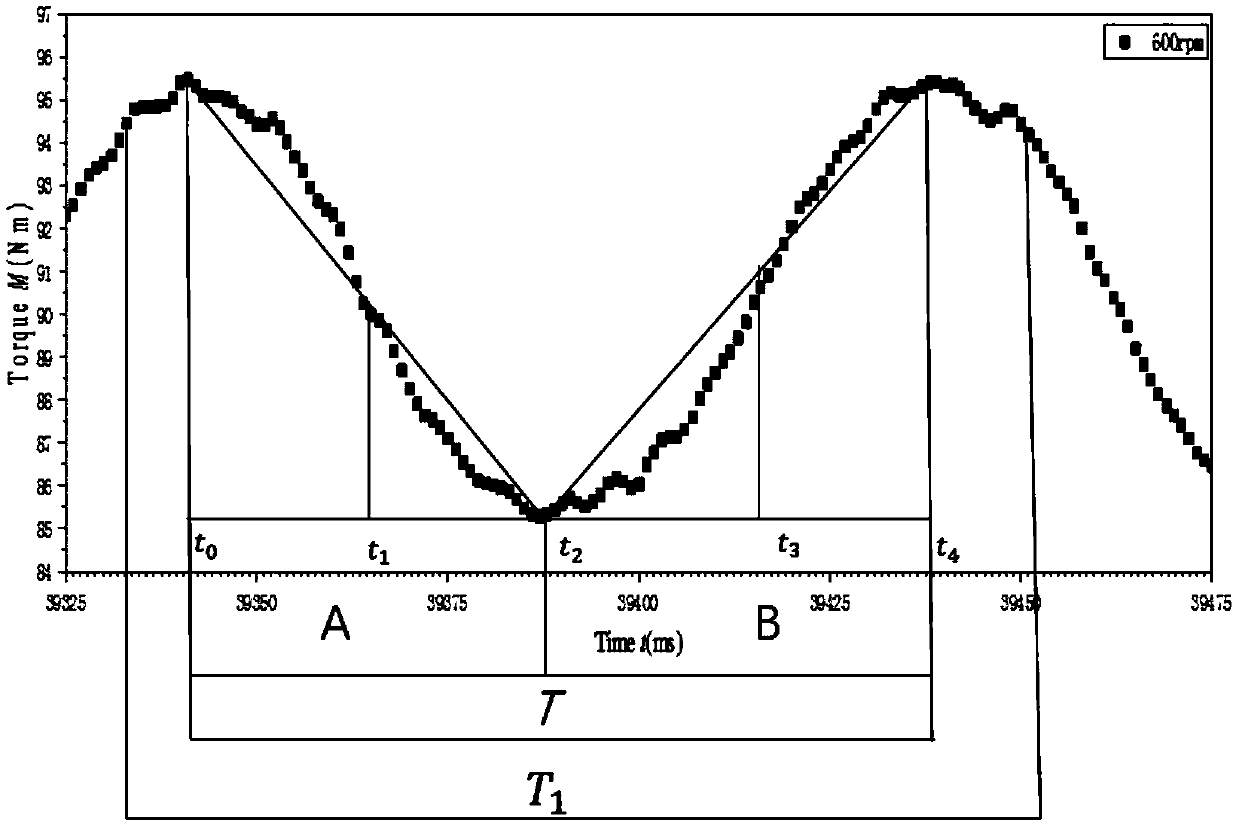
[0036] Strp5: Process the signal Y in partitions, the interval width is T 1 , the interval interval is T
[0037] Strp6: Search for the peak value and valley value of each interval, the time taken for the peak value to fall to the valley valu...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More