Conductive slip ring dissimilar material pressure poured piece numerical control turning method
A technology of dissimilar materials and pressure casting, applied in the manufacturing of slip rings, etc., can solve the problems of groove flanging, difficult to guarantee product quality, relying on operator experience and skills, etc., to eliminate space distortion, ensure the quality of the machined surface, and restrain deformation. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] Hereinafter, the present invention will be further described in conjunction with the drawings and embodiments.
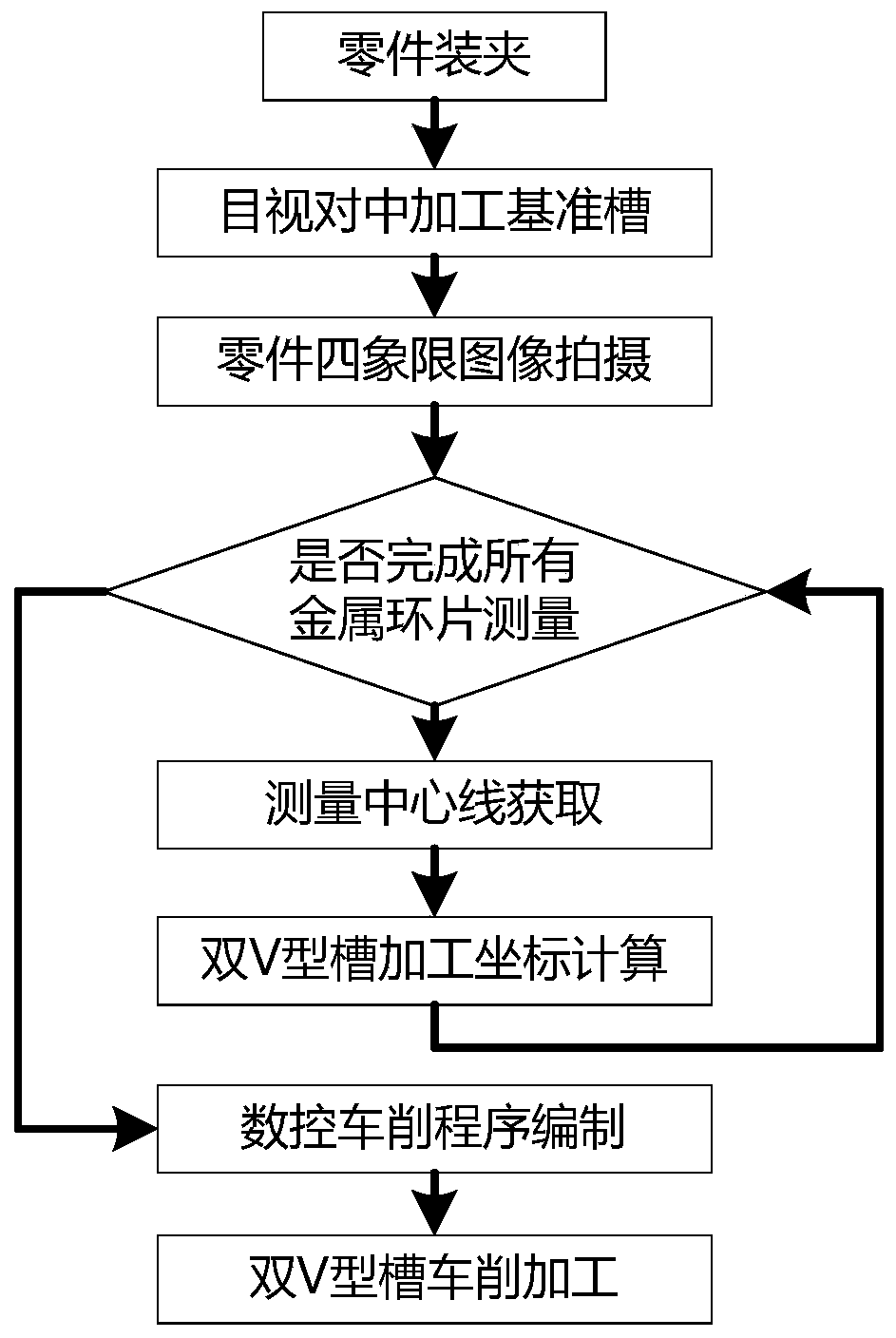
[0028] refer to figure 2 According to the embodiments of the present invention, the CNC turning process of the conductive slip ring dissimilar material pressure casting includes the following steps.
[0029] Step 1. Clamp the part with the chuck of the CNC lathe, and process a reference groove with the ring groove turning tool based on visual inspection at the center of the first metal ring, and record the Z-axis coordinates of the CNC lathe CNC system at this moment.
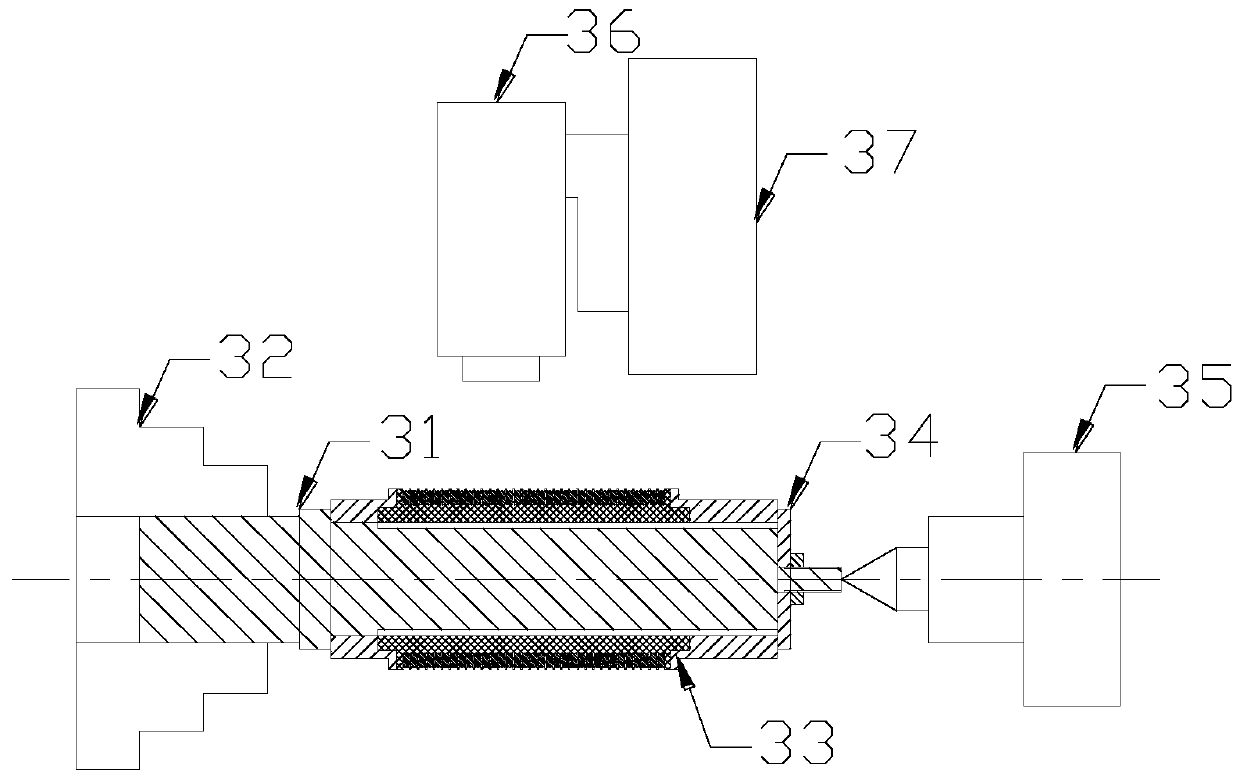
[0030] refer to image 3 , the part clamping method described in the embodiment of the present invention is that one end of the mandrel 31 is first clamped on the CNC lathe chuck 32, the mandrel 31 and the inner hole of the part 33 are fitted with a small gap, and then the end cover 34 is connected to the mandrel 31 The other end is threaded to position the part axially, and the radial forc...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com