

Manufacturing process for cold-rolling roll
A manufacturing process and technology of cold rolling rolls, applied in the field of manufacturing process of cold rolling rolls, can solve the problems of short service life, frequent roll change, roll printing, etc., and achieve the effects of reducing equipment investment costs, prolonging service life, and improving service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0049] The specific implementation manners of the present invention will be further described below in conjunction with the drawings and examples. The following examples are only used to illustrate the technical solution of the present invention more clearly, but not to limit the protection scope of the present invention.
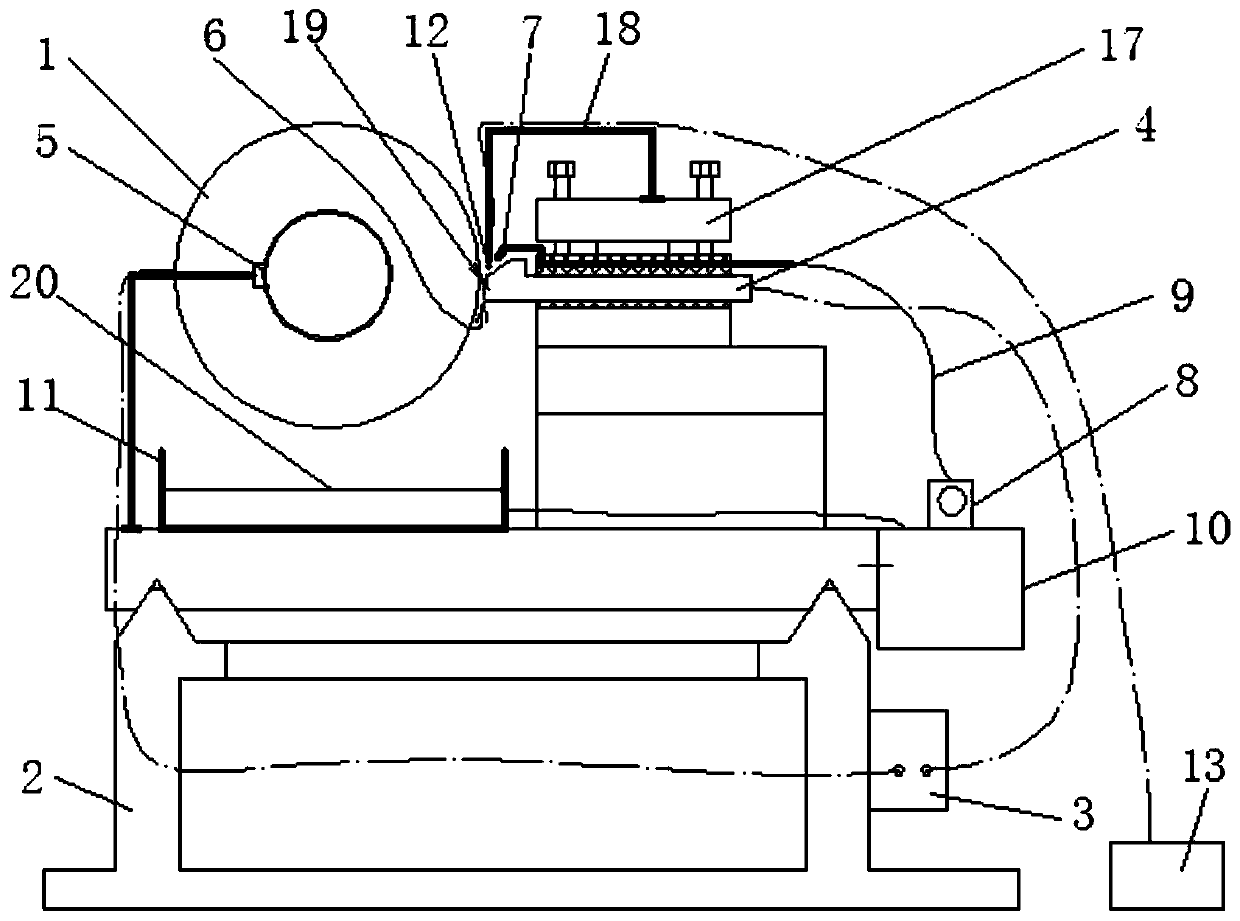
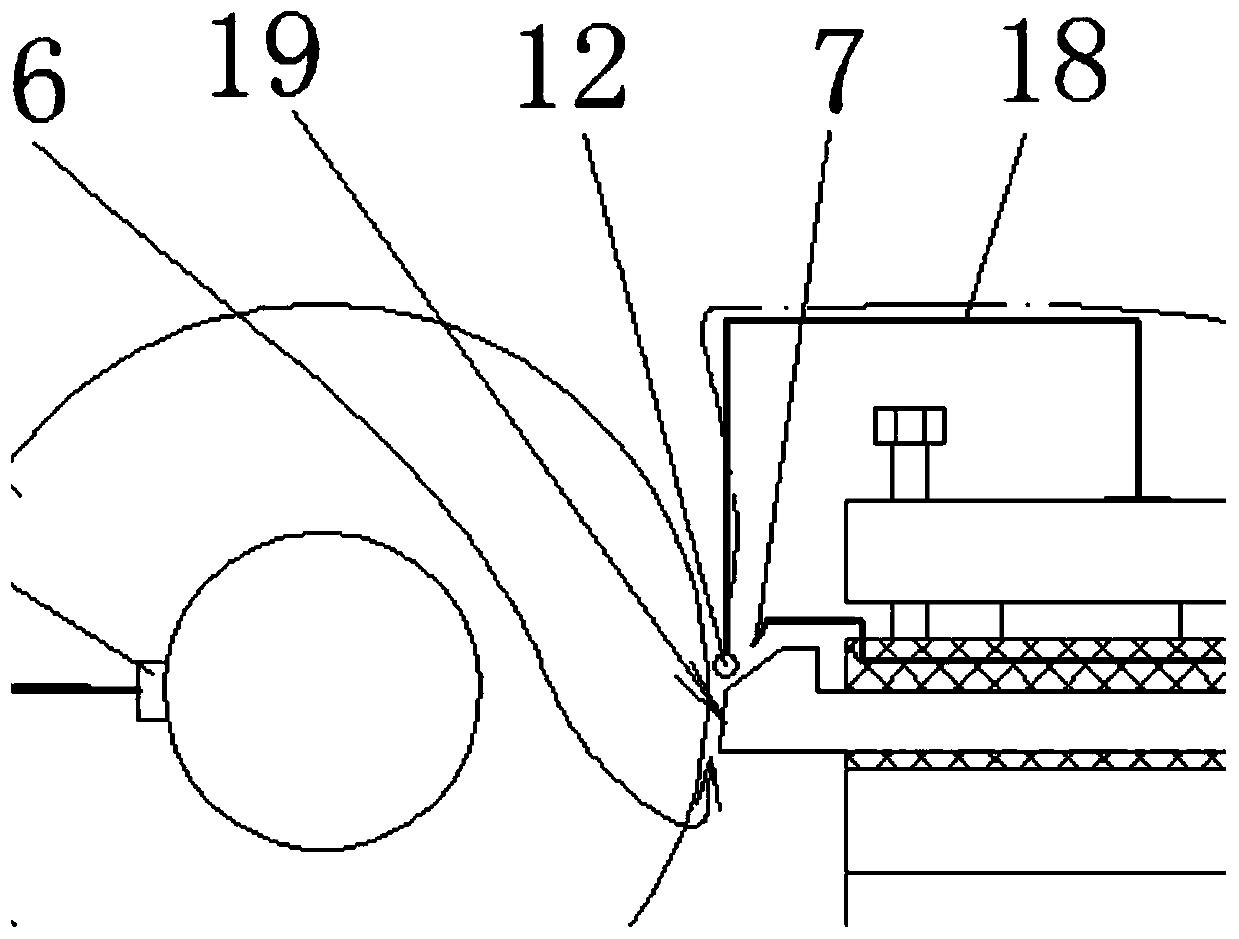
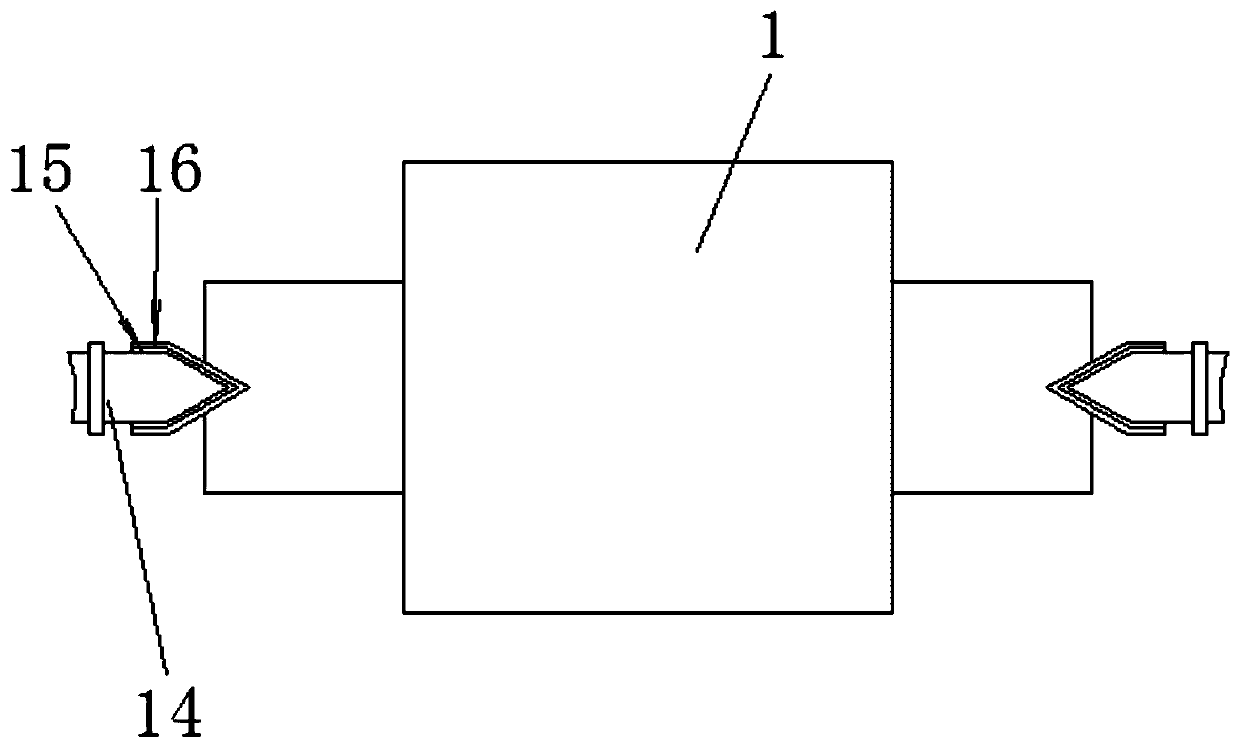
[0050] Such as Figures 1 to 4 Shown is an embodiment of a manufacturing process of a cold roll of the present invention, which sequentially includes ingot casting, forging, post-forging heat treatment, rough turning, quenching and tempering treatment, finishing turning, surface quenching, cold treatment, low temperature tempering, finishing Grinding, surface texturing, and electrochemical passivation processes; wherein, in the surface quenching process, a dual-frequency quenching machine tool is used to perform dual-frequency quenching treatment on the working surface of the cold roll; in the surface texturing process, the The EDT electric spark texturing...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More