

Processing process method for outer ring
A processing technology and outer ring technology, which is applied in the field of outer ring processing technology, can solve the problems of easy wear of rollers and grooves, slow wire speed, and low dimensional accuracy of grooves, so as to achieve reasonable optimization of cutting process design and prevent abnormalities. impact problems, optimize the effect of process steps
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] Embodiment one: see Figure 1-6 , a processing method for an outer ring, the outer ring is made of 20Cr material, characterized in that it comprises the following steps:
[0050] S10 forging to obtain blank;
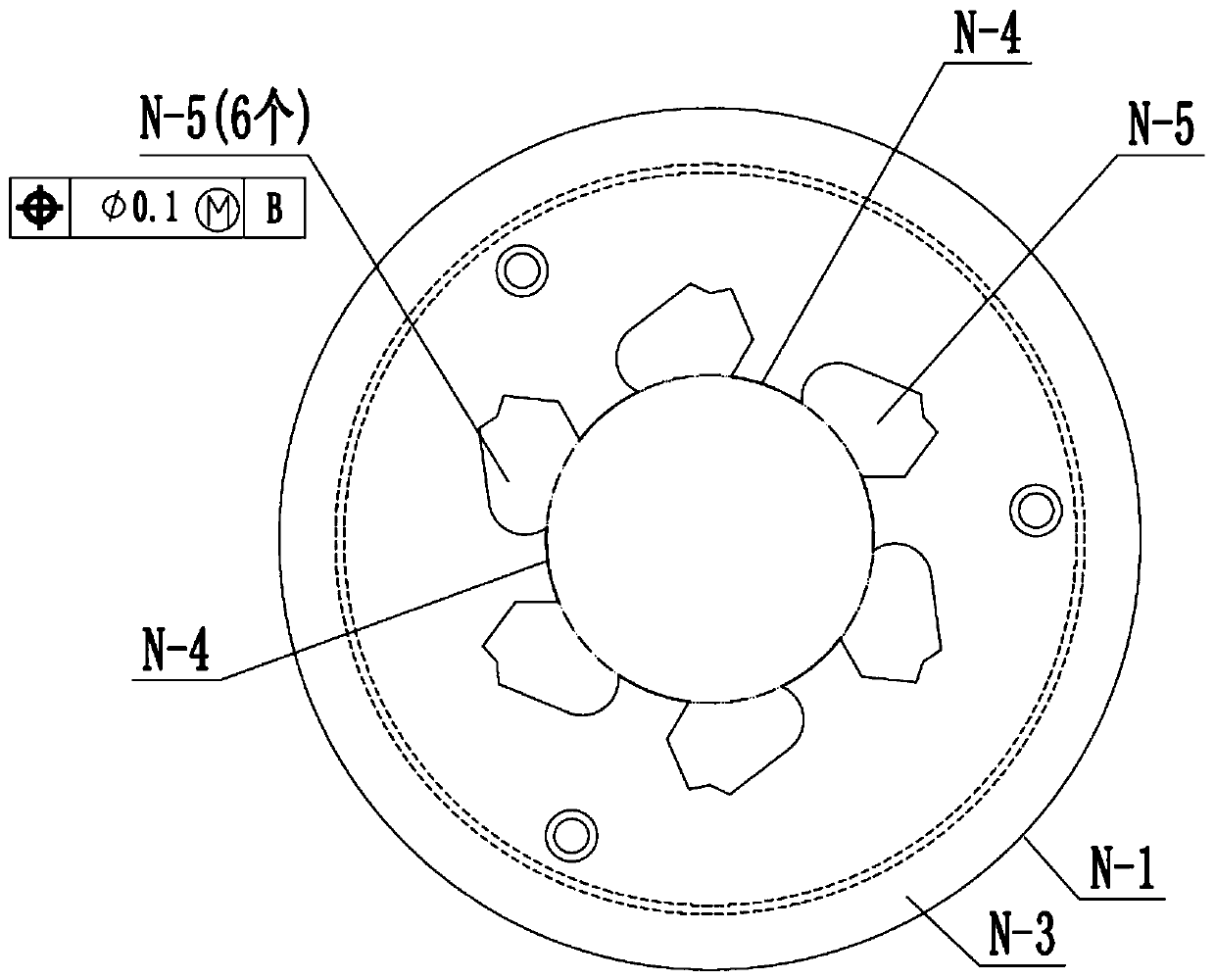
[0051] S20 rough turning the outer circle N-1, the first end face N-2, the second end face N-3 and the inner hole N-4 in sequence;
[0052] S30 broaching groove N-5;
[0053] S40 extrusion groove N-5;
[0054] S50 cleans the cutting and oil stains on the surface of parts;
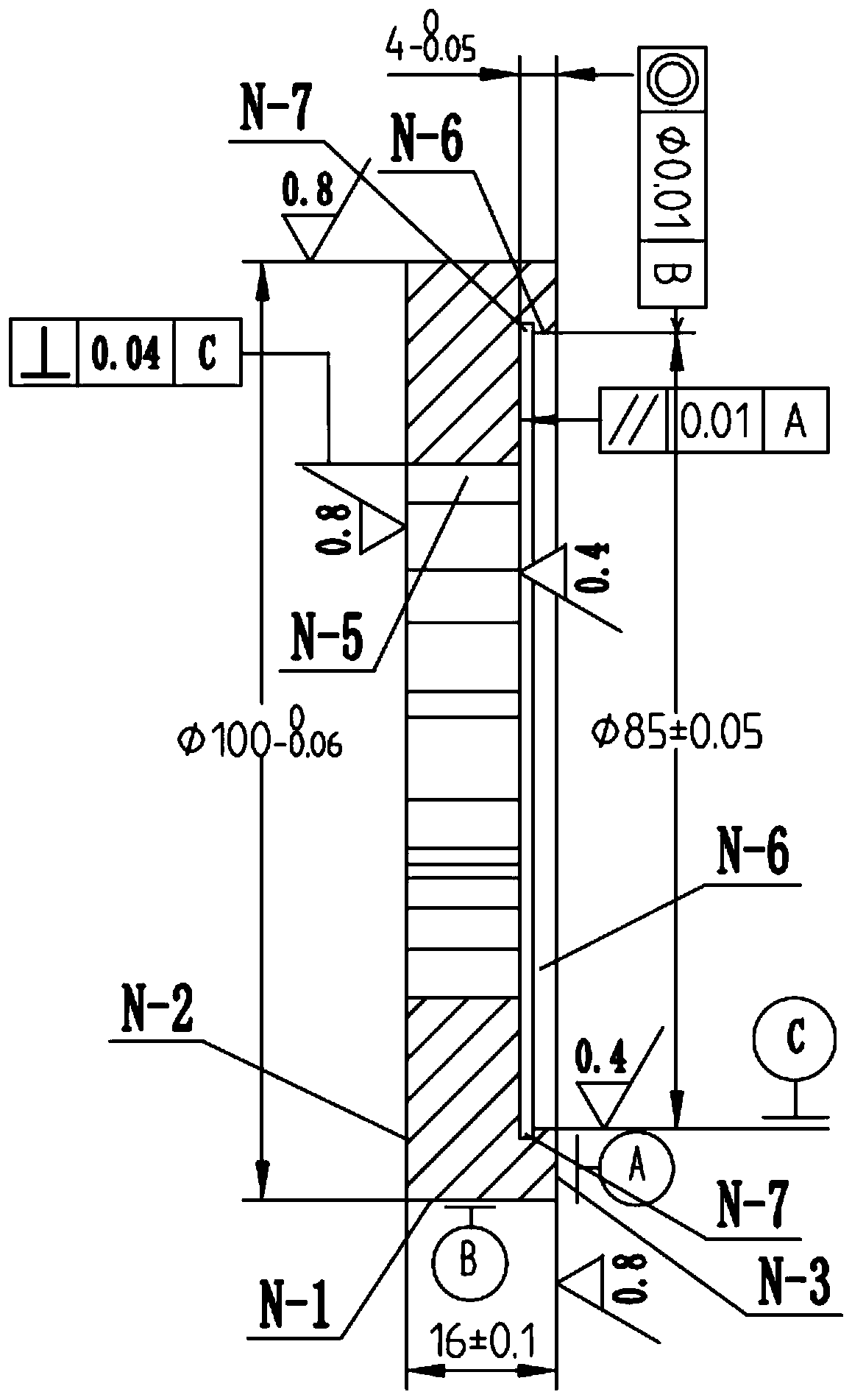
[0055] S60 finish turning the inner hole N-4, the first end face N-2, the outer circle N-1, the sinking table N-6, the relief groove N-7 and the second end face N-2 in sequence, and the sinking table N- The diameter and depth of 6 leave machining allowance;
[0056] S70 inspection size;
[0057] Deburring the edge of the N-5 mouth of the S80 file groove;
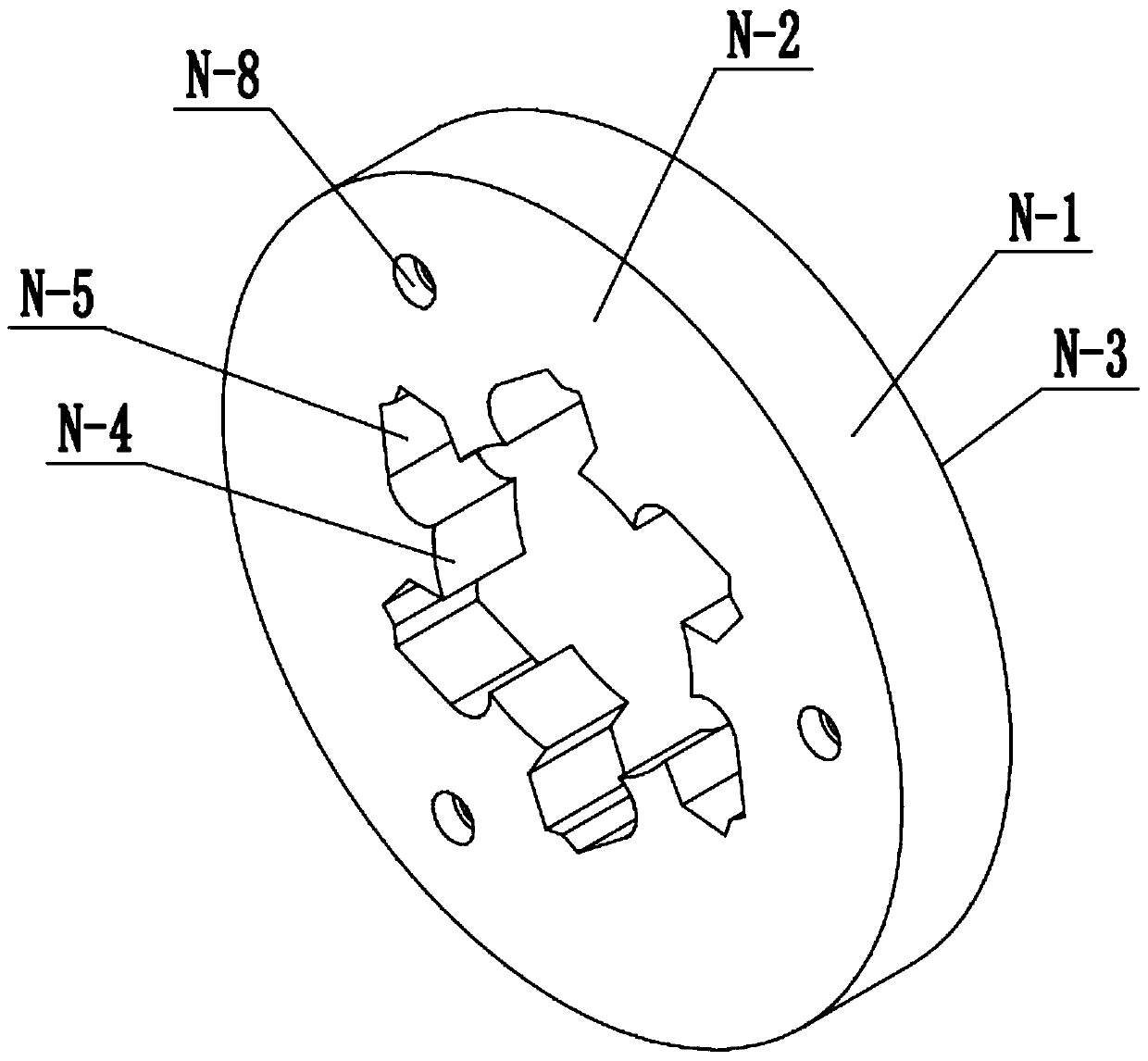
[0058] S90 drilling N-8;
[0059] S100 heat treatment;
[0060] S110 heat treatment inspection;
[0061] S120 shot blasting;
[0...
Embodiment 2
[0076] Embodiment two: see Figure 1-6 , a processing method for an outer ring, the outer ring is made of 20Cr material, characterized in that it comprises the following steps:
[0077] S10 forging to obtain blank;
[0078] S20 rough turning the outer circle N-1, the first end face N-2, the second end face N-3 and the inner hole N-4 in sequence;
[0079] S30 broaching groove N-5;
[0080] S40 extrusion groove N-5;
[0081] S50 cleans the cutting and oil stains on the surface of parts;
[0082] S60 finish turning the inner hole N-4, the first end face N-2, the outer circle N-1, the sinking table N-6, the relief groove N-7 and the second end face N-2 in sequence, and the sinking table N- The diameter and depth of 6 leave machining allowance;
[0083] S70 inspection size;
[0084] Deburring the edge of the N-5 mouth of the S80 file groove;
[0085] S90 drilling N-8;
[0086] S100 heat treatment;
[0087] S110 heat treatment inspection;
[0088] S120 shot blasting;
[0...
Embodiment 3
[0103] Embodiment three: see Figure 1-6 , a processing method for an outer ring, the outer ring is made of 20Cr material, characterized in that it comprises the following steps:
[0104] S10 forging to obtain blank;
[0105] S20 rough turning the outer circle N-1, the first end face N-2, the second end face N-3 and the inner hole N-4 in sequence;
[0106] S30 broaching groove N-5;
[0107] S40 extrusion groove N-5;
[0108] S50 cleans the cutting and oil stains on the surface of parts;
[0109] S60 finish turning the inner hole N-4, the first end face N-2, the outer circle N-1, the sinking table N-6, the relief groove N-7 and the second end face N-2 in sequence, and the sinking table N- The diameter and depth of 6 leave machining allowance;
[0110] S70 inspection size;
[0111] Deburring the edge of the N-5 mouth of the S80 file groove;
[0112] S90 drilling N-8;
[0113] S100 heat treatment;
[0114] S110 heat treatment inspection;
[0115] S120 shot blasting;
...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More