

A kind of forging and heat treatment process of free forging
A free forging technology, applied in the forging field of free forgings, can solve the problems of high strength and toughness, high strength, low density, non-corrosion resistance, etc., and achieve the effect of improving strength and tensile strength.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029]A forging and heat treatment process for free forgings, comprising the steps of:
[0030] Step S1, weighing the following raw materials by weight: Cr: 0.5%, Mg: 5.0%, Zn: 0.05%, Ti: 0.03%, Cu: 1.5%, Fe: 0.10%, slag remover: 3.5%, and the balance is Al;
[0031] Step S2: Add aluminum into the melting furnace and heat up to 700°C to melt, then heat up to 1200°C, add copper and magnesium after melting, smelt at this temperature for 30 minutes, add zinc, titanium, chromium and iron, and adjust the temperature to 1150°C , stir evenly, add slag cleaning agent after all melted, and refine for 45 minutes to obtain aluminum alloy liquid;
[0032] Step S3, heat the aluminum alloy liquid for 30 minutes after removing the slag, and then carry out casting. Control the casting temperature to 700°C, control the casting speed to 50mm / min, and the water pressure to 0.05MPa to obtain a casting, and heat the casting at 250°C for 20 hours. Carry out annealing treatment, free forging is ca...
Embodiment 2
[0040] A forging and heat treatment process for free forgings, comprising the steps of:
[0041] Step S1, weighing the following raw materials by weight: Cr: 0.6%, Mg: 5.5%, Zn: 0.08%, Ti: 0.04%, Cu: 1.6%, Fe: 0.12%, slag remover: 4.0%, and the balance is Al;
[0042] Step S2: Add aluminum into the melting furnace and heat up to 700°C to melt, then heat up to 1200°C, add copper and magnesium after melting, smelt at this temperature for 30 minutes, add zinc, titanium, chromium and iron, and adjust the temperature to 1150°C , stir evenly, add slag cleaning agent after all melted, and refine for 45 minutes to obtain aluminum alloy liquid;
[0043] Step S3, heat the aluminum alloy liquid for 30 minutes after removing the slag, and then carry out casting. Control the casting temperature to 700°C, control the casting speed to 50mm / min, and the water pressure to 0.05MPa to obtain a casting, and heat the casting at 250°C for 20 hours. Carry out annealing treatment, free forging is c...
Embodiment 3
[0047] A forging and heat treatment process for free forgings, comprising the steps of:
[0048] Step S1, weighing the following raw materials by weight: Cr: 0.8%, Mg: 7.0%, Zn: 0.08%, Ti: 0.04%, Cu: 1.8%, Fe: 0.14%, slag cleaning agent: 4.5%, and the balance is Al;
[0049] Step S2: Add aluminum into the melting furnace and heat up to 700°C to melt, then heat up to 1200°C, add copper and magnesium after melting, smelt at this temperature for 30 minutes, add zinc, titanium, chromium and iron, and adjust the temperature to 1150°C , stir evenly, add slag cleaning agent after all melted, and refine for 45 minutes to obtain aluminum alloy liquid;
[0050] Step S3, heat the aluminum alloy liquid for 30 minutes after removing the slag, and then carry out casting. Control the casting temperature to 700°C, control the casting speed to 50mm / min, and the water pressure to 0.05MPa to obtain a casting, and heat the casting at 250°C for 20 hours. Carry out annealing treatment, free forgi...
PUM
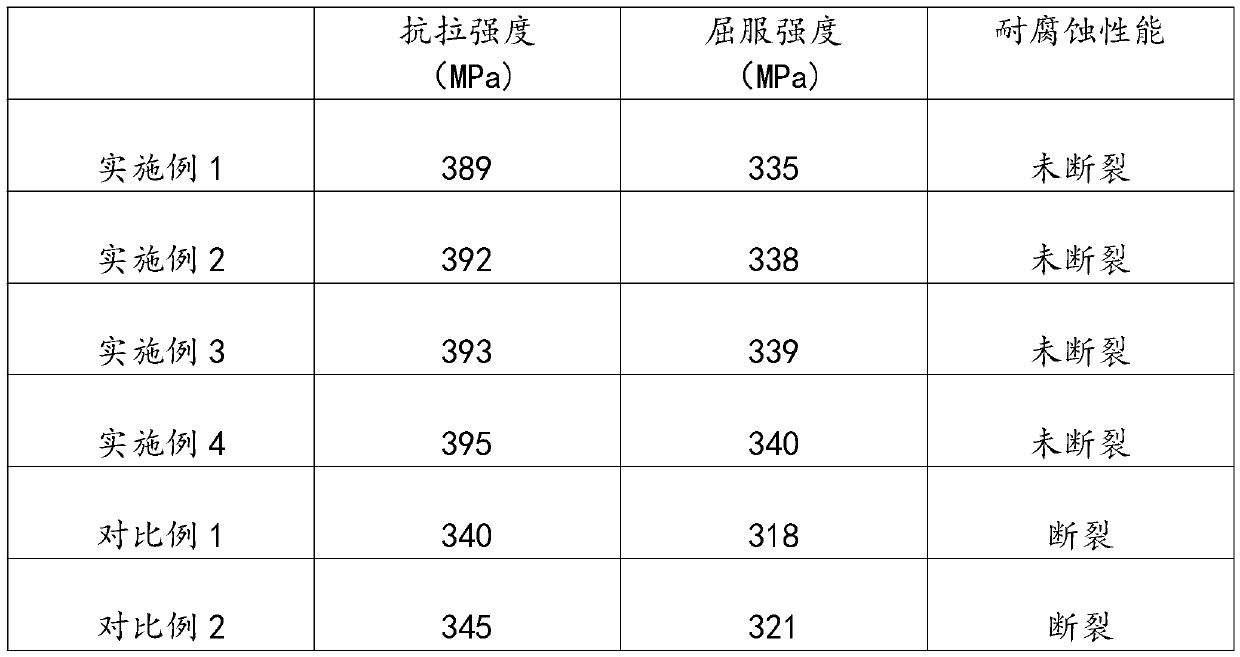
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More