

Method for finish machining large-tolerance parts
A technology of parts and tolerances, which is applied in the field of finishing of parts with large tolerances, can solve the problems of unstable clamping and low clamping efficiency, and achieve the effects of improving production efficiency, stable clamping and accurate positioning
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] This part is the embodiment of the present invention, which is used to explain and illustrate the technical solution of the present invention.
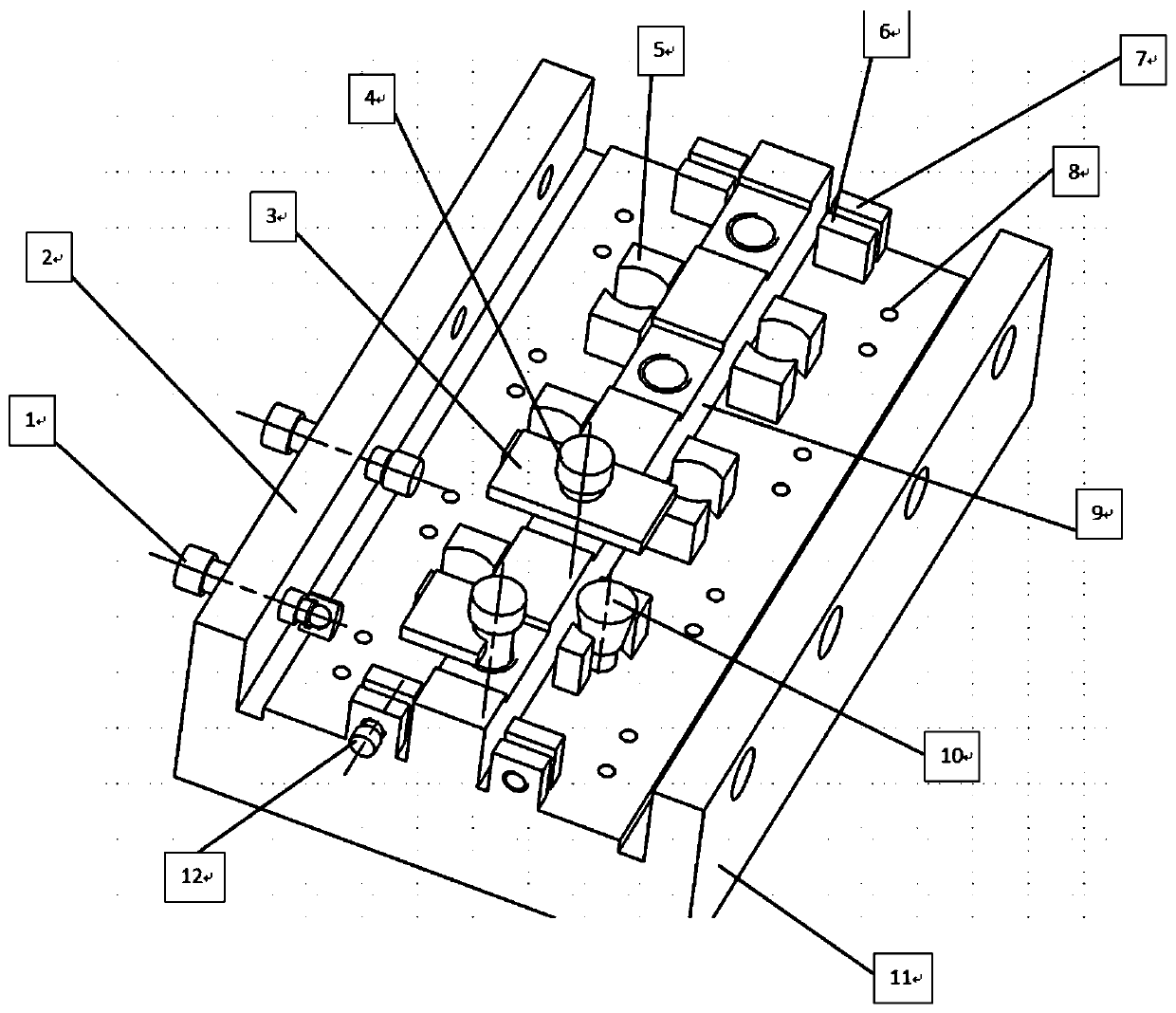
[0023] A finishing method for large-tolerance parts, using a special elastic processing fixture, specifically includes the following steps:
[0024] Step 1. According to the size of the part to be processed, adjust the lateral deformation block A and the lateral deformation block B, so that the distance between two adjacent deformation blocks is less than 0.005-0.01 mm from the outer dimension of the part, and ensure that the clamping interference is not greater than 0.01 mm;
[0025] Step 2, using the machining center probe to measure and align the center between the lateral deformation block A and the lateral deformation block B;
[0026] Step 3, pressing the part to be processed between the lateral deformation block A and the lateral deformation block B, and compressing the axial direction of the workpiece through the axial...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More