

Manufacturing process of explosive composite pipe with negative pressure cavity based on liquid explosive
A liquid explosive and manufacturing process technology, applied in the field of explosive welding, can solve the problems of increased explosive welding cost, inability to completely eliminate the base, uneven charging and other problems, and achieve the effects of simple charging, high bonding rate and uniform charging
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] The technical solutions in the embodiments of the present invention will be clearly and completely described below in conjunction with the embodiments of the present invention. Obviously, the described embodiments are only some of the embodiments of the present invention, not all of them. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
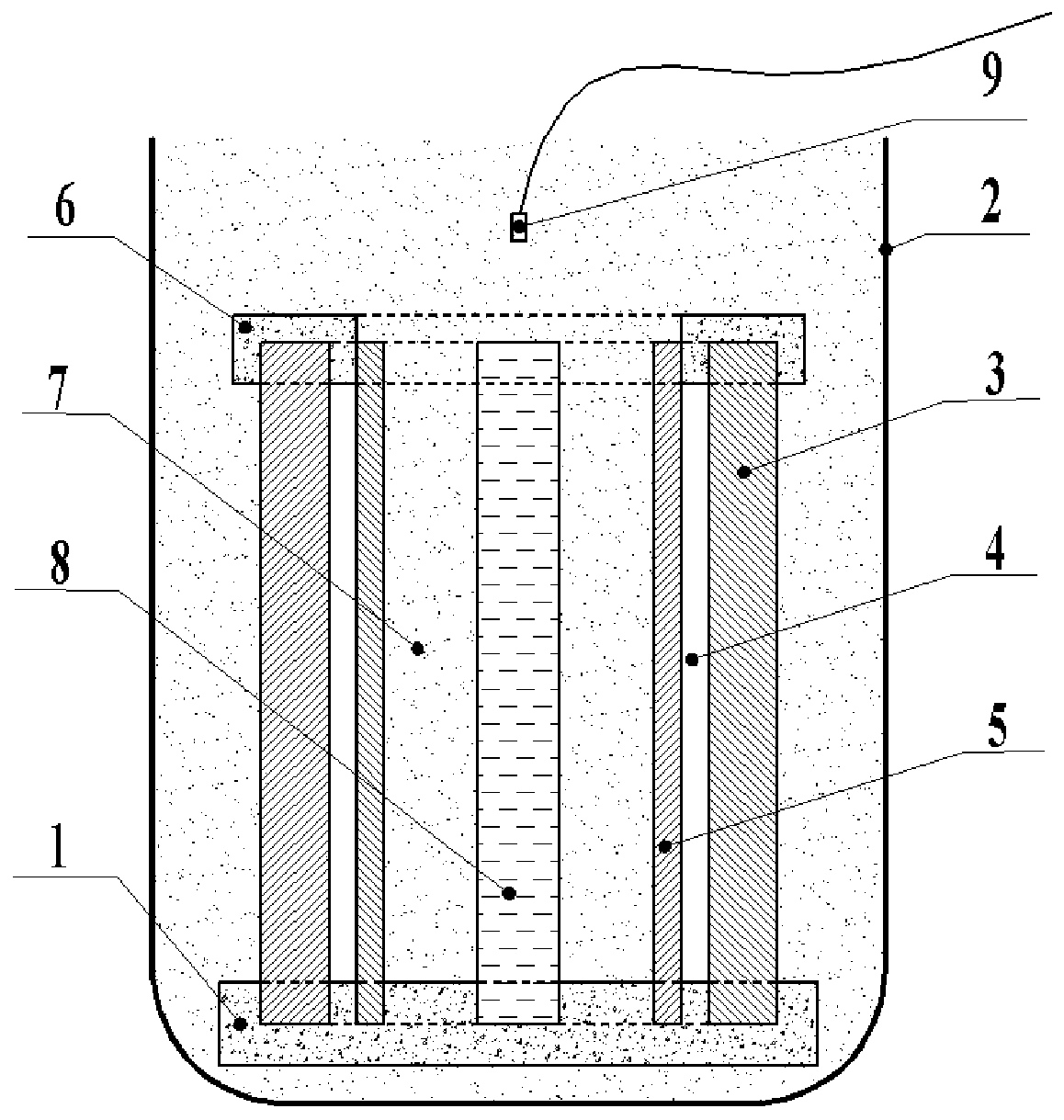
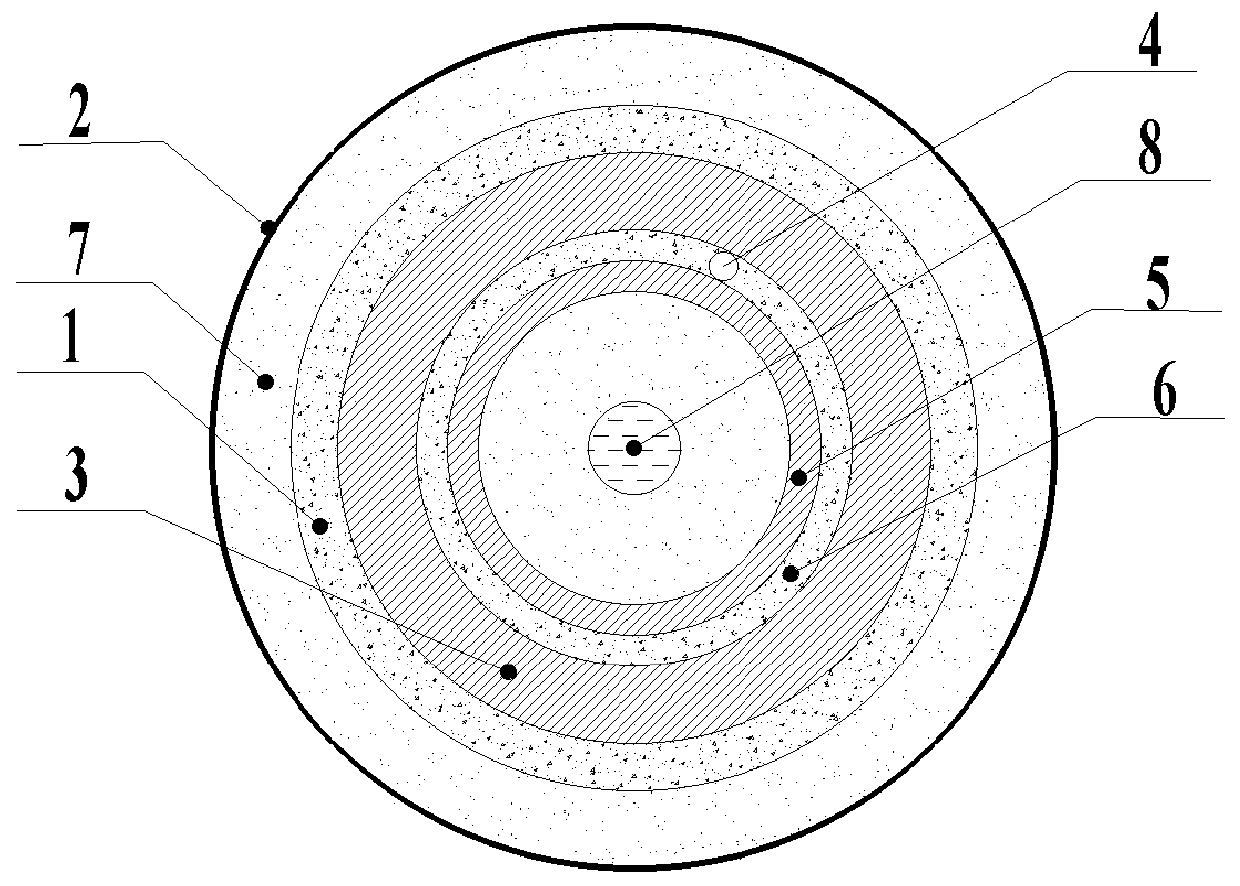
[0034] Refer to attached Figure 1-3 Describe the manufacturing process of the explosive composite pipe with a negative pressure chamber based on liquid explosives according to the embodiment of the present invention, the explosive composite pipe manufacturing process includes the following steps:
[0035] S1. Prepare the metal round pipe and soft base that need to be explosively welded. The metal round pipe includes at least the cladding pipe and the base pipe, wherein the di...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More