

Machining process for precision forming of large thin-wall storage tank hemispheroid
A technology of precision forming and processing technology, which is applied in the field of precision forming of large thin-walled storage tank hemispheres. It can solve the problems of difficult measurement and clamping, difficult control of wall thickness and shape, and easy instability and wrinkling of flange parts. And other issues
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
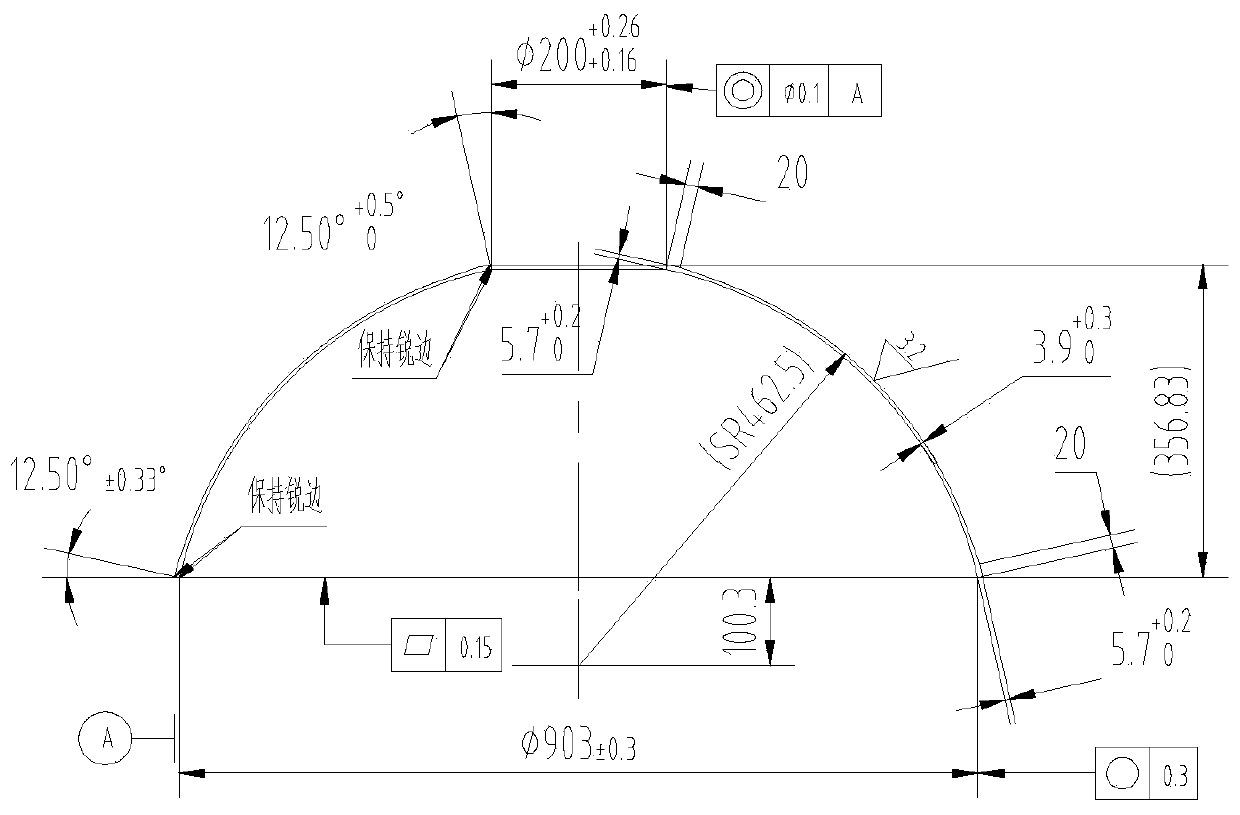
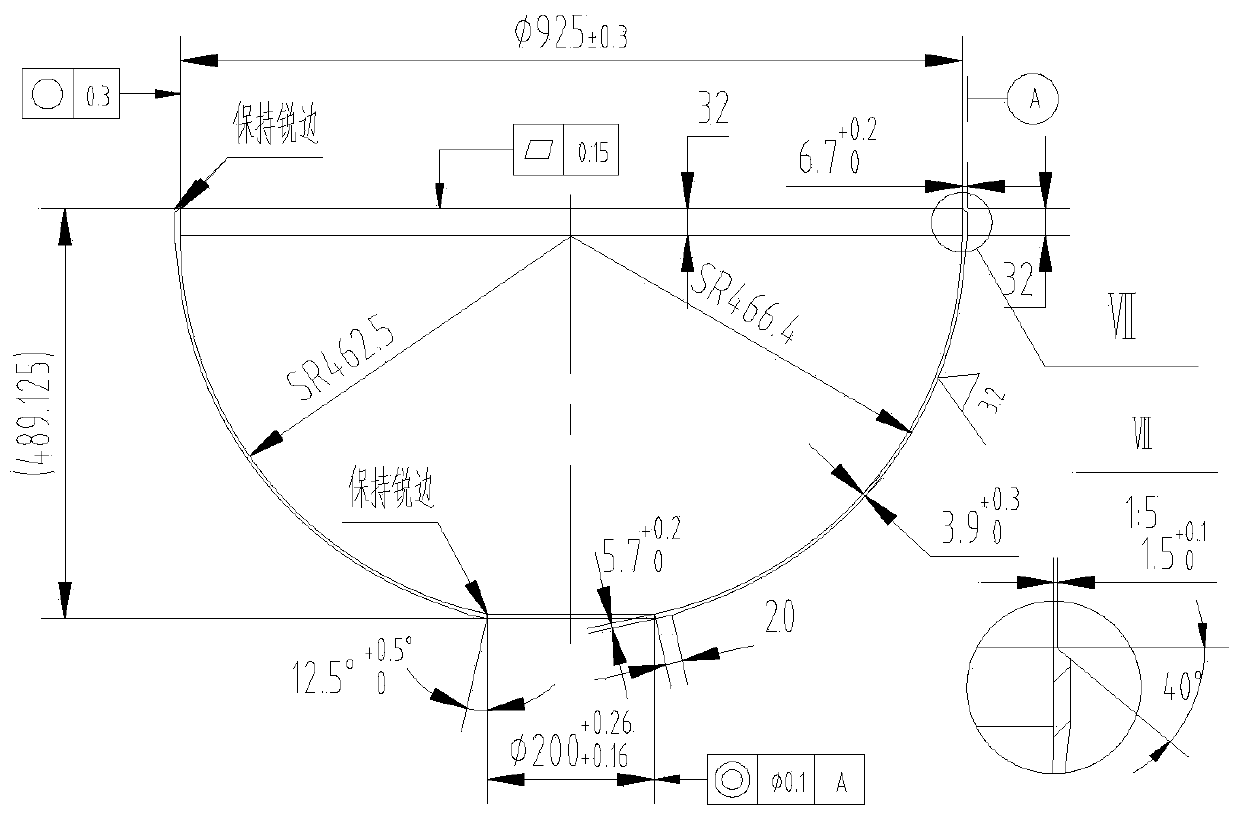
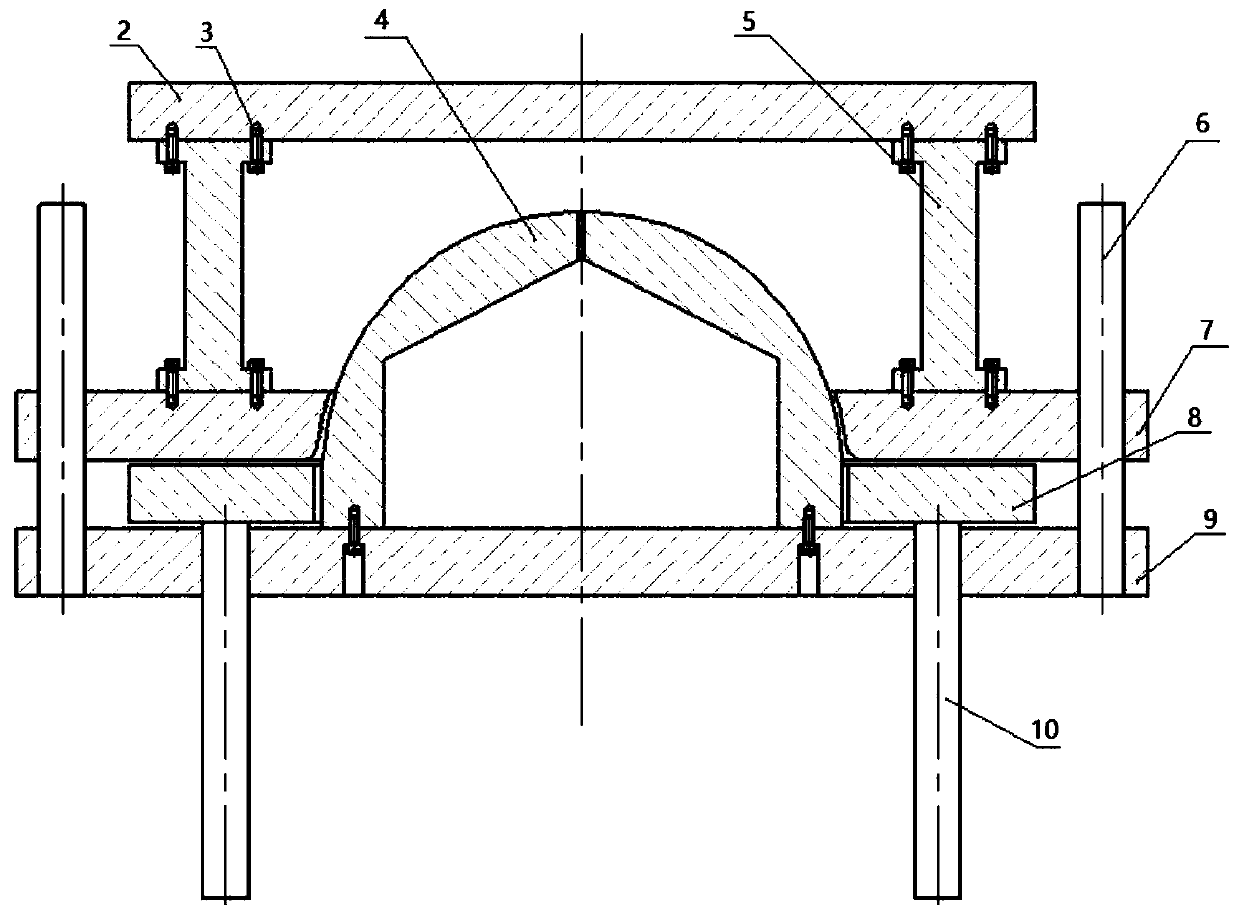
[0048] Such as figure 1 , figure 2 , image 3 As shown, a processing technology for precision forming of a large thin-walled storage tank hemisphere, including plasma gas cutting, stamping forming, cutting, shaping, finishing the inner spherical surface, finishing the outer spherical surface, and surface treatment steps, specifically includes the following steps:
[0049] (1) Plasma gas cutting: first calculate the size of the blank, then use plasma gas cutting equipment to cut the outer circle, and then punch the blank and cut it;
[0050] (2) Stamping forming: Grinding and cleaning with a pneumatic grinding wheel. Steps (1) The cutting slag on the edge of the billet cut by plasma gas, and then using a 2000T hydraulic drawing forming die and an aluminum alloy special annealing furnace to repeat drawing forming and annealing four times. Then carry out the fifth drawing forming to obtain the hemispherical semi-finished product;
[0051] Using 2000T hydraulic drawing forming...
Embodiment 2
[0060] Such as figure 1 , figure 2 , image 3 As shown, a processing technology for precision forming of a large thin-walled storage tank hemisphere, including plasma gas cutting, stamping forming, cutting, shaping, finishing the inner spherical surface, finishing the outer spherical surface, and surface treatment steps, specifically includes the following steps:
[0061] (1) Plasma gas cutting: first calculate the size of the blank, then use plasma gas cutting equipment to cut the outer circle, and then punch the blank and cut it;
[0062] (2) Stamping forming: Grinding and cleaning with a pneumatic grinding wheel. Steps (1) The cutting slag on the edge of the billet cut by plasma gas, and then using a 2000T hydraulic drawing forming die and an aluminum alloy special annealing furnace to repeat drawing forming and annealing four times. Then carry out the fifth drawing forming to obtain the hemispherical semi-finished product;
[0063] Using 2000T hydraulic drawing forming...
Embodiment 3
[0072] Such as figure 1 , figure 2 , image 3 As shown, a processing technology for precision forming of a large thin-walled storage tank hemisphere, including plasma gas cutting, stamping forming, cutting, shaping, finishing the inner spherical surface, finishing the outer spherical surface, and surface treatment steps, specifically includes the following steps:
[0073] (1) Plasma gas cutting: first calculate the size of the blank, then use plasma gas cutting equipment to cut the outer circle, and then punch the blank and cut it;
[0074] (2) Stamping forming: Grinding and cleaning with a pneumatic grinding wheel. Steps (1) The cutting slag on the edge of the billet cut by plasma gas, and then using a 2000T hydraulic drawing forming die and an aluminum alloy special annealing furnace to repeat drawing forming and annealing four times. Then carry out the fifth drawing forming to obtain the hemispherical semi-finished product;
[0075] Using 2000T hydraulic drawing forming...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More