

Automatic assembling production technology for chargers
A technology of automatic assembly and production process, applied in metal processing, manufacturing tools, metal processing equipment, etc., can solve the problems of time-consuming, labor-intensive, labor-intensive, and low production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
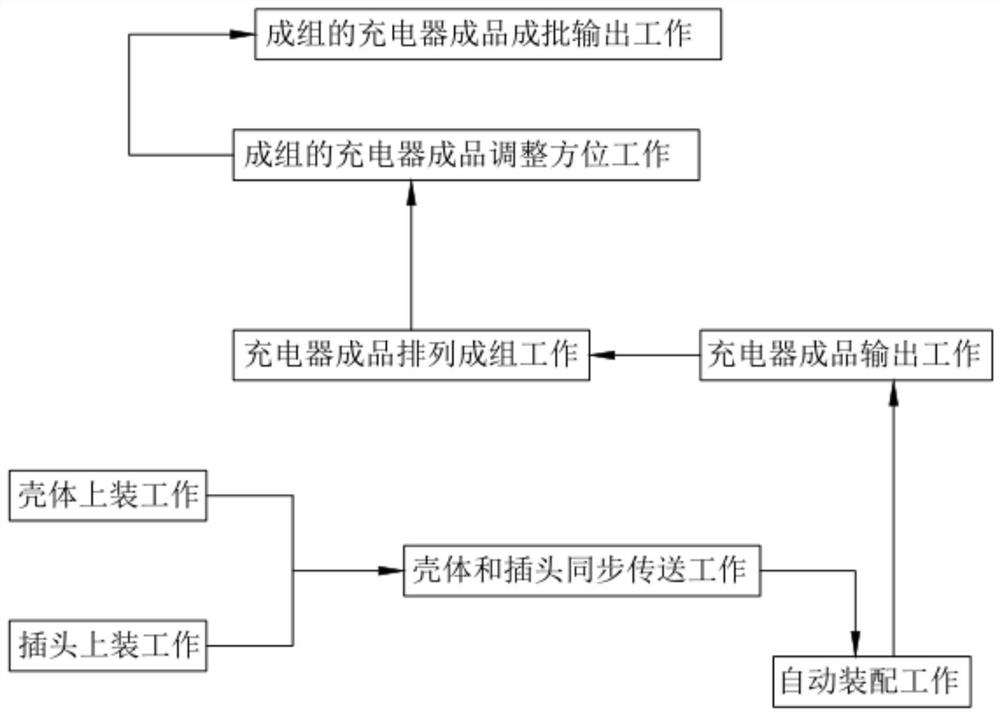
[0095] Such as figure 1 As shown, a charger automatic assembly production process, including:
[0096] Step 1, the work of top-mounting the shell, manually place the shell 20 on the receiving plate b22; Step 2, the work of top-mounting the plug, manually place the plug 10 on the receiving plate a12;
[0097] Step 3, the housing and the plug are synchronously transferred, the linear cylinder 81 of the drive mechanism 8 is activated, and the material shifting member 83 pushes the corresponding housing 20 and plug 10 to the assembly station;
[0098] Step 4, automatic assembly work, start the rotating motor 342 of the lifting assembly 34, the slide plate 344 moves downward, the suction cup a313 absorbs the housing 20, and at the same time, the flat plate 41 retreats synchronously under the drive of the first transmission member 6, and the suction cup a313 drives The shells 20 move downward together, and then the plug 10 moves into the suction cup b323 at the same time, and the p...
Embodiment 2
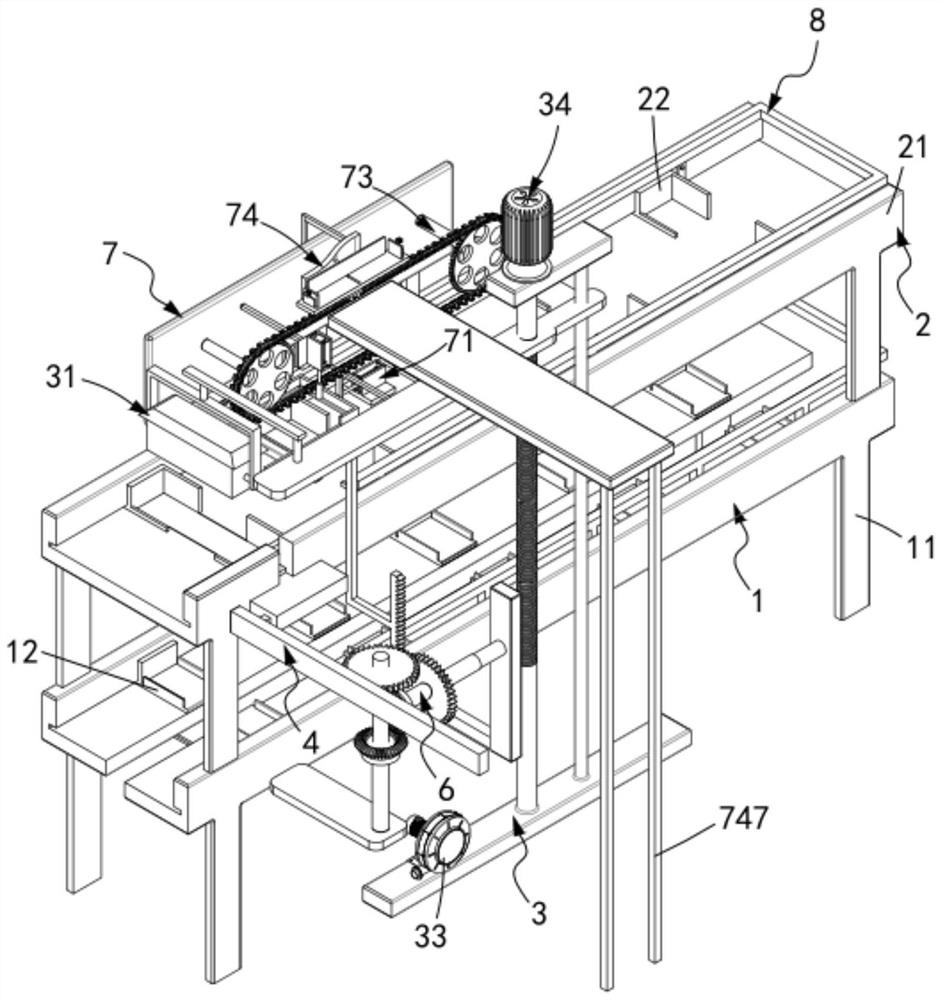
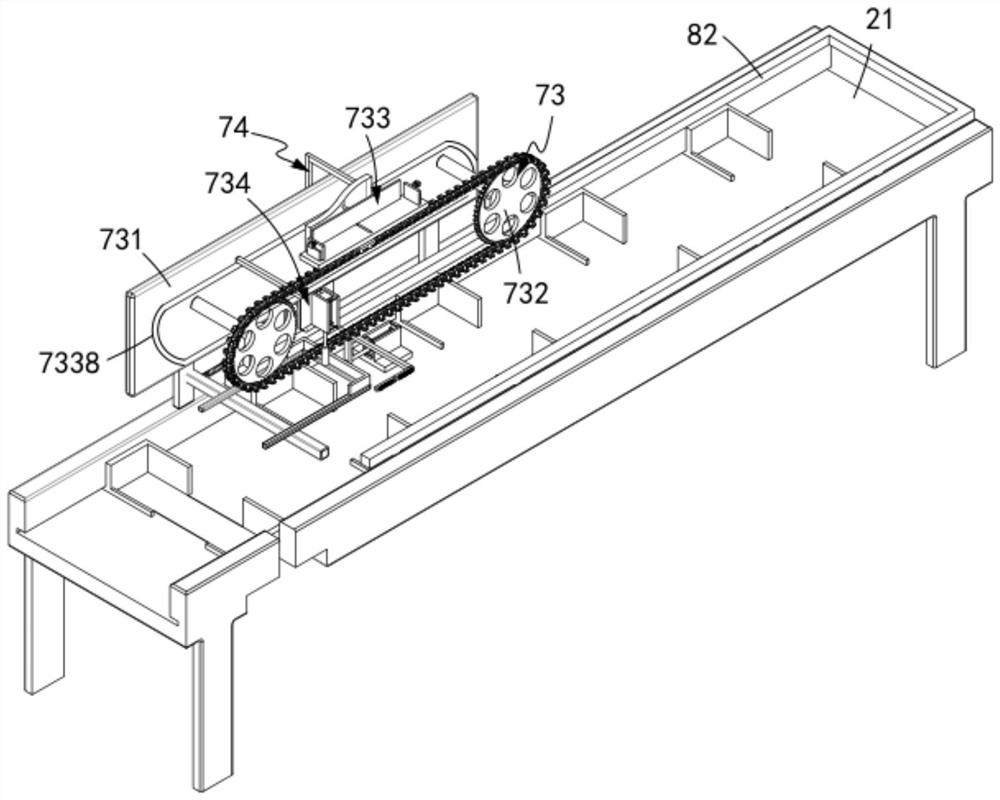
[0114] Such as figure 2 with image 3 As shown, a charger post-processing device, including:
[0115] A plug transmission mechanism 1, the plug transmission mechanism 1 includes a transmission track a11 and several sets of receiving plates a12 that are equidistantly matched and slidably arranged on the transmission track a11, and the receiving plates a12 are set to match the shape of the plug 10;
[0116] The housing transmission mechanism 2, the housing transmission mechanism 2 is arranged above the plug transmission mechanism 1, and includes a transmission track b21 and several groups of receiving plates b22 that are matched and slidably arranged on the transmission track b21 at equal intervals, the The receiving plate b22 is arranged to match the shape of the housing 20;
[0117] An automatic assembly mechanism 3, the automatic assembly mechanism 3 is located at the assembly station, and the automatic assembly mechanism 3 includes a first adsorption assembly 31 located b...
Embodiment 3
[0163] Such as Figure 22 , Figure 21 As shown, the parts that are the same as or corresponding to those in the second embodiment are marked with the corresponding reference numerals in the second embodiment. For the sake of simplicity, only the differences from the second embodiment will be described below. The difference between this embodiment three and embodiment two is:
[0164] further, such as Figure 22 , Figure 21 As shown, the flat pushing assembly 4 includes:
[0165] A flat plate 41, the flat plate 41 is matched and engaged in the transmission track b21;
[0166] A connecting frame 42, the connecting frame 42 is fixedly connected with the moving end of the flat plate 41; and
[0167] The limiting track 43 is provided with a telescopic unit b44 inside the limiting track 43 , and the telescopic unit b44 is fixedly connected with the connecting frame 42 .
[0168] In this embodiment, by setting the horizontal pushing assembly 4 to cooperate with the first tran...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More