

Heat input adjustable consumable electrode arc additive manufacturing method and device
A melting electrode and heat input technology, applied in the field of additive manufacturing, can solve the problems of affecting the welding quality, not being able to combine well, reducing the deposition efficiency, etc., to solve the heat accumulation and heat shortage, avoid heat accumulation and heat shortage, The effect of improving the forming quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] Take the example of adding a high-strength steel straight wall body with length 110mm×width 8mm×height 80mm on a steel plate with length 180mm×width 120mm×height 10mm.
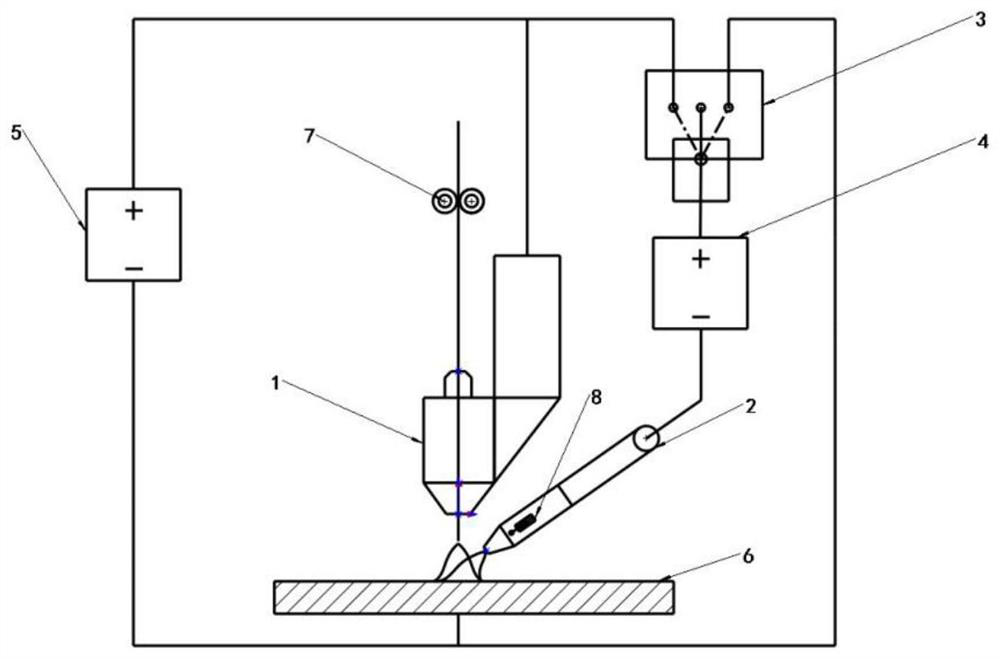
[0036] Such as figure 1Shown is a schematic structural view of the device. The figure includes melting electrode welding torch 1 , melting electrode welding power supply 5 , melting electrode wire feeder 7 , TIG welding torch 2 , TIG welding power supply 4 , circuit intelligent switcher 3 and temperature sensor 8 . Among them, the melting electrode welding torch 1, the melting electrode welding power supply 5 and the workpiece are connected in series to form a melting electrode circuit; the melting electrode welding power supply, TIG welding power supply, TIG welding torch, and workpiece are connected in series to form a non-melting electrode bypass arc circuit; TIG welding torch 2, TIG welding power supply 4 and the workpiece are connected in series to form a non-melting electrode arc circuit. The th...
Embodiment 2
[0044] Take the example of adding an 80mm long x 80mm wide x 80mm high nitrogen steel block on a steel plate with a length of 150mm x width of 150mm x height of 10mm.
[0045] This embodiment 2 adopts such as figure 1 The device structure shown. The figure includes melting electrode welding torch 1 , melting electrode welding power supply 5 , melting electrode wire feeder 7 , TIG welding torch 2 , TIG welding power supply 4 , circuit intelligent switcher 3 and temperature sensor 8 . Among them, the melting electrode welding torch 1, the melting electrode welding power supply 5 and the workpiece are connected in series to form a melting electrode circuit; the melting electrode welding power supply, TIG welding power supply, TIG welding torch, and workpiece are connected in series to form a non-melting electrode arc bypass; TIG welding torch 2 and TIG welding power supply 4 And the workpiece is connected in series to form a non-melting electrode arc circuit. The three circuits...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More