

Convex wide die heavy blow forging (CWHF) forging method of steel ingots and convex wide anvil
A convex and wide anvil technology, applied in the field of convex wide anvils, can solve problems such as cracks on the surface of steel ingots, and achieve the effects of eliminating tensile stress, improving work efficiency and improving utilization rate.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] In order to make up for the shortcomings of the WHF forging method in the prior art, the present invention changes the flat wide anvil to a convex wide anvil, and invents the CWHF (Convex Wide Die Heavy Blow Forging) forging method.
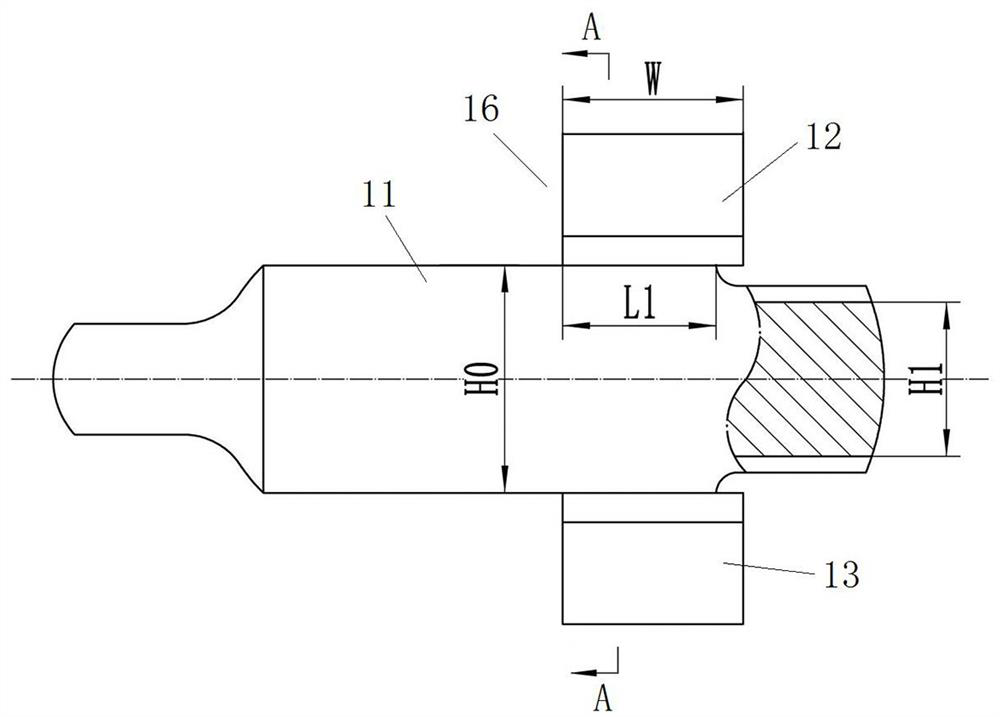
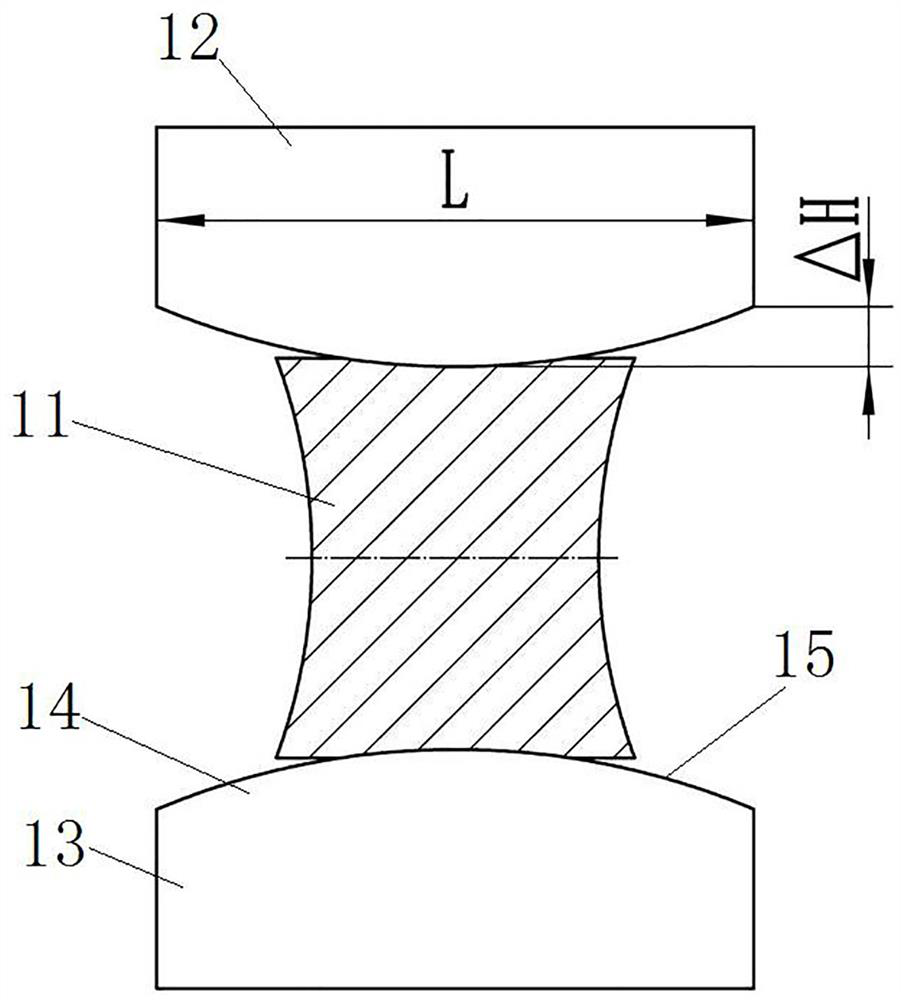
[0050] Such as figure 2 and image 3 As shown, the convex wide anvil 16 in this embodiment includes an upper anvil body 12 and a lower anvil body 13. The working surfaces of the two anvil bodies have the same shape and are spaced and symmetrically arranged in the up and down direction. When the steel ingot 11 is forged, the steel ingot 11 It is between two upper anvil bodies 12 and lower anvil bodies 13 .
[0051] The following anvil body 13 is an example, the lower anvil body 13 has a protrusion 14, and the convex surface of the protrusion 14 is the working surface 15, that is, the side of the protrusion 14 away from the lower anvil body 13 is the working surface 15, and the working surface 15 is used In the forged steel ingot 11 ; in ...
Embodiment 2
[0078] The difference between this embodiment and Embodiment 1 is that in Embodiment 1, the working surface 15 extends from one end of the lower anvil body 13 to the other end of the lower anvil body 13 in the length direction of the lower anvil body 13 . In this embodiment, due to the needs of installation, the two ends of the lower anvil body are lengthened. The actual length of the lower anvil body is greater than the length of the working surface, but it must not affect the working surface. The length and shape of the extended parts at both ends of the lower anvil body are not limited. The prerequisite is to meet the installation requirements.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More