

Machining method for thin-wall long pipe casting
A processing method and casting technology, which can be used in metal processing equipment, metal processing machinery parts, manufacturing tools, etc., and can solve problems such as milling through.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
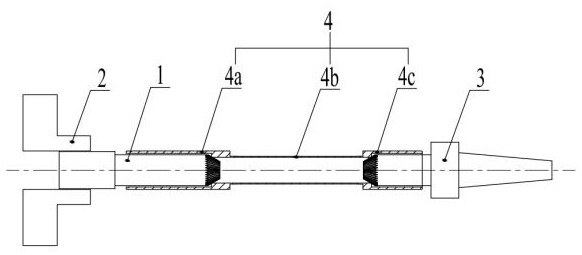
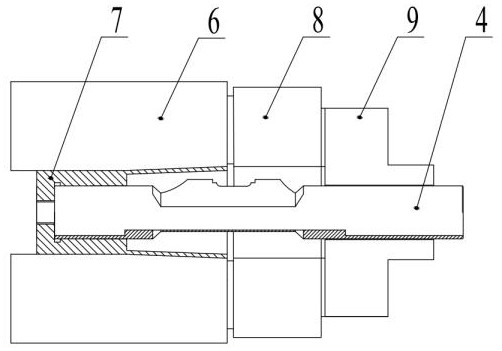
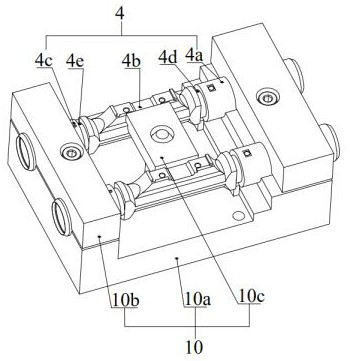
[0037] as attached figure 1 , attached figure 2 And attached image 3As shown, the material grade of the thin-walled long tube casting 4 is 316L, which is made by investment casting, and the unilateral allowance of the processed parts is 0.5mm. The tube casting 4 has the characteristics of high processing accuracy, thin wall and long tube , the cast thin-walled tube casting 4 itself has uncontrollable deformation and bending, and the characteristics of uneven thickness of the tube wall can only be thermally corrected after casting to achieve the purpose of small deformation; based on the above-mentioned cast thin-walled tube The defect of the pipe fitting 4 itself greatly increases the difficulty of subsequent machining. During the sequence of the pipe casting 4, the reaming hole in the middle section will cut 70% of the blank, and the bottom of the inner hole of the length section will cut 40% of the blank. Conventionally, use The processing method for the long section 4a ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More