

A extrusion-stretch composite forming method for a cone with a large height-to-diameter ratio
A composite forming and extrusion stretching technology, used in metal extrusion dies and other directions, can solve the problems of low component performance, large number of die sets, low weld strength, etc., to shorten the manufacturing process, reduce production costs, and improve mechanical properties. Effect
Active Publication Date: 2022-05-31
ZHONGBEI UNIV
View PDF22 Cites 0 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
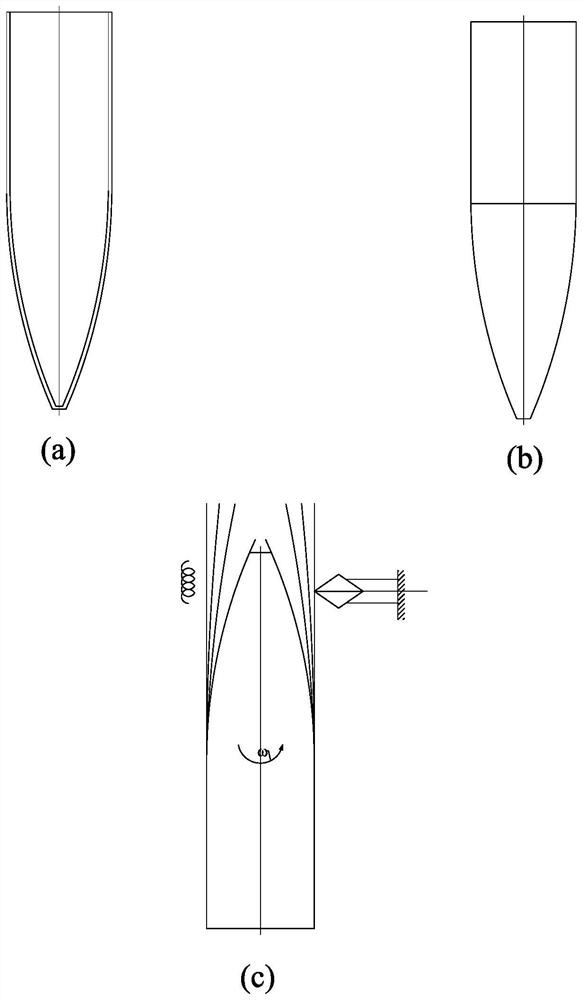
[0003] like figure 1 (b), the stamping method is to process the components in sections, the straight wall part is welded by sheet metal rolling, the tapered head part is stretched by sheet metal, and then the straight wall and the tapered head are welded to complete, but this process flow Many, low weld strength, difficult to meet the requirements of high mechanical properties of large pressure vessels
[0004] like figure 1 (c), the multi-pass spinning forming process uses tubular parts as blanks, heats them while rotating, and performs multiple spinning on the tube body by the rotary wheel, which takes a long time and low efficiency
[0005] like figure 2 , Thinning and stretching method, after the bar material is reverse-extruded into a preformed thick-walled tube, it is subjected to multiple wall thickness thinning and stretching, the number of mold sets is large, the cost is high, the number of stretching times is large, the material is heated many times, and the grains are coarse , the component performance is low, the production efficiency is low, and it cannot be used for mass production
[0006] The problems of low strength and low efficiency in the processing of the above-mentioned large cone-shaped components
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment Construction
[0035] The present invention will be described in detail below in conjunction with the accompanying drawings and specific embodiments.
[0046] The conical cylinder forming method involved in this case can be abbreviated as back-extrusion blanking-extrusion stretch forming.
[0050] The cross section of the plunger channel 30 and the central axis plunger 4 are square. The maximum stroke of the central axis plunger 4 in this case is 2‑
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
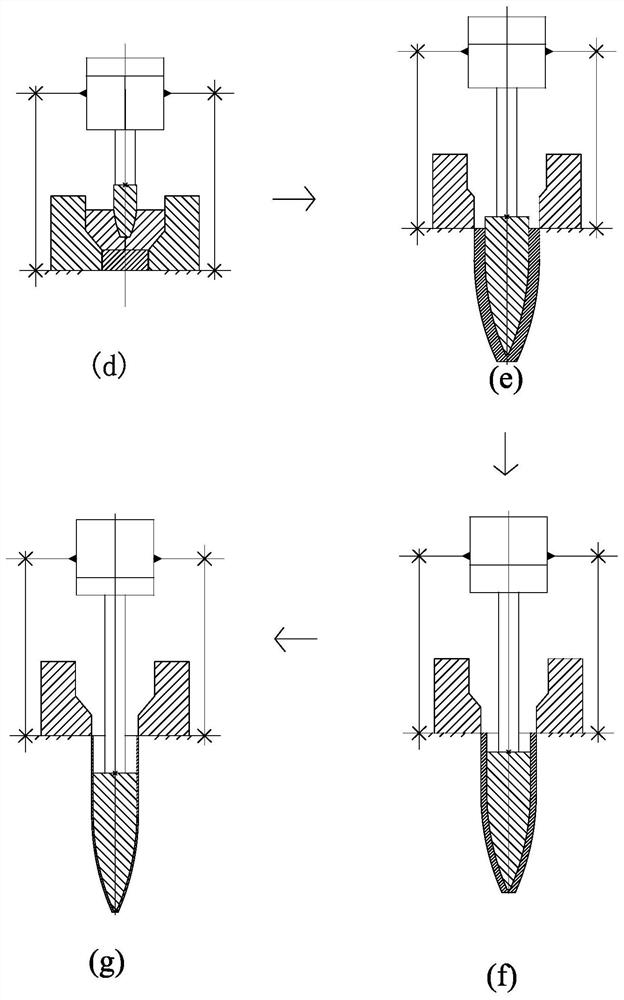
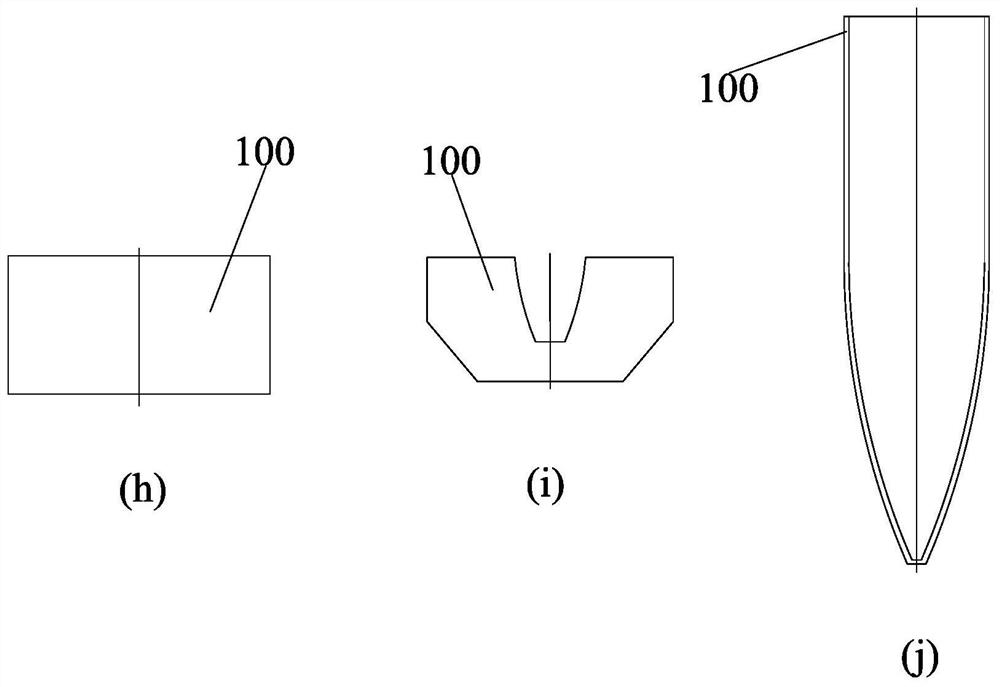
The invention discloses an extrusion-stretching compound forming method of a large-height-diameter ratio cone cylinder. Step 1, the blank is put into the mold: the prefabricated cup-shaped blank is placed on the forming channel; Step 2, extrusion stretching: the mold The punch and the annular pressure ring are respectively driven and pressed down by the central axis plunger and the annular pressure ring. The pressing speed of the mold punch and the annular pressure ring is independently controlled by the central axis pressure cylinder and the ring pressure cylinder; first, the mold punch The bottom is extruded downward and the blank is thinned and formed into the cone of the cone; secondly, the annular pressure ring starts to press down, and the blank is formed downward into the side wall of the cone under the extrusion of the side wall of the punch and the inner wall of the die ;Step 3, the end of stretching: After the side wall of the cone is formed, the annular press cylinder retracts and resets, and the mold punch continues to move downward until the mold punch drives the blank out of the forming channel, and the stretching of the blank is completed ; Step 4, unloading and core pulling: the mold punch is separated from the blank, and the central axis press cylinder resets the central axis plunger through the annular plunger.
Description
A kind of extrusion-stretching composite forming method of large aspect ratio conical cylinder technical field The present invention relates to the technical field of large-scale component forming, particularly a kind of extrusion-stretch composite of a large aspect ratio conical cylinder. forming method. Background technique [0002] Large-scale cone-shaped members (see Figure 1 (a)), as common load-bearing members, are widely used in equipment. Currently The traditional forming processes for preparing large-scale cone-shaped components are stamping method, spinning method, casting method and extrusion method. As shown in Figure 1 (b), the stamping method is to process the component in sections, and the straight wall part adopts the sheet material to be rounded and welded, and the tapered head part The sheet metal is stretched, and then the straight wall and the conical head are welded to complete, but this process has many processes, and the strength of the weld is ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityPatents(China)
IPC IPC(8): B21C23/03B21C25/02
CPCB21C23/03B21C25/02
Inventor张治民李国俊白雪智聂杨峻峰
OwnerZHONGBEI UNIV