Extrusion and stretching composite forming equipment for forming large conical cylinder
A technology of extrusion stretching and compound forming, which is applied in the direction of metal extrusion dies, etc., can solve the problems of large number of die sets, low weld strength, and low component performance, so as to reduce production costs, improve mechanical properties, and shorten the manufacturing process. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] The present invention will be described in detail below in conjunction with the accompanying drawings and specific embodiments.
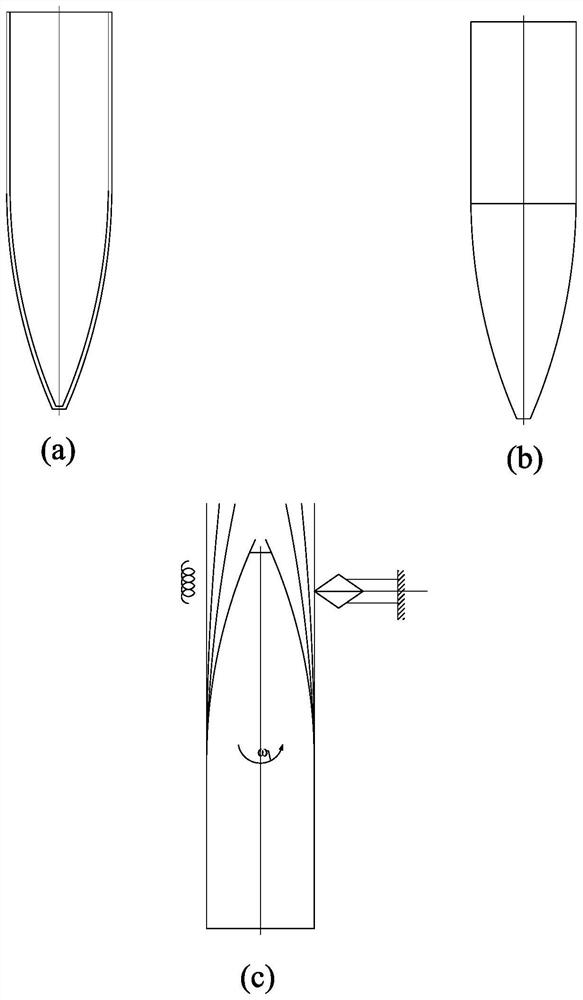
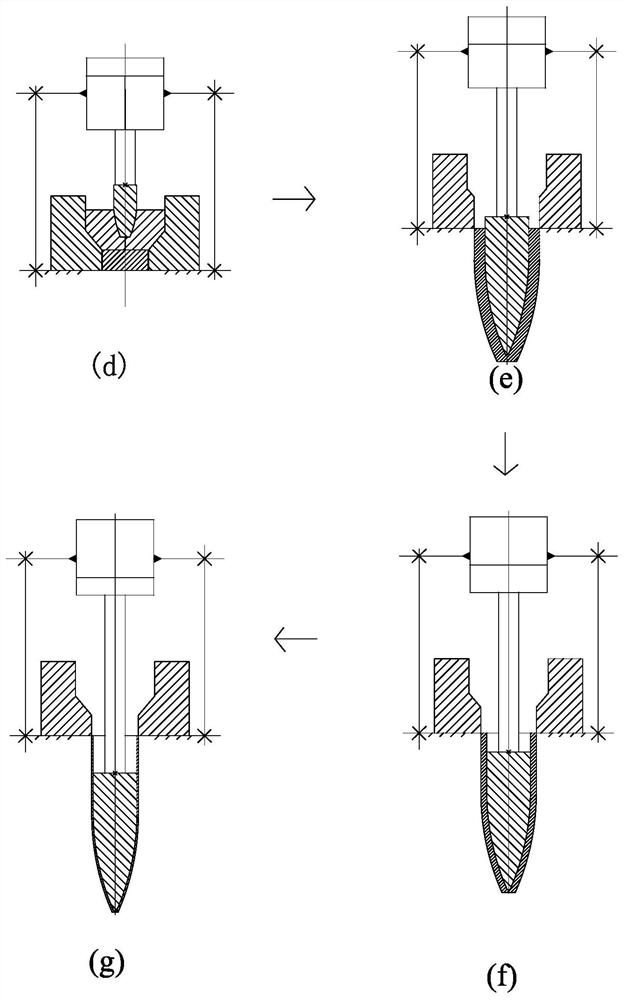
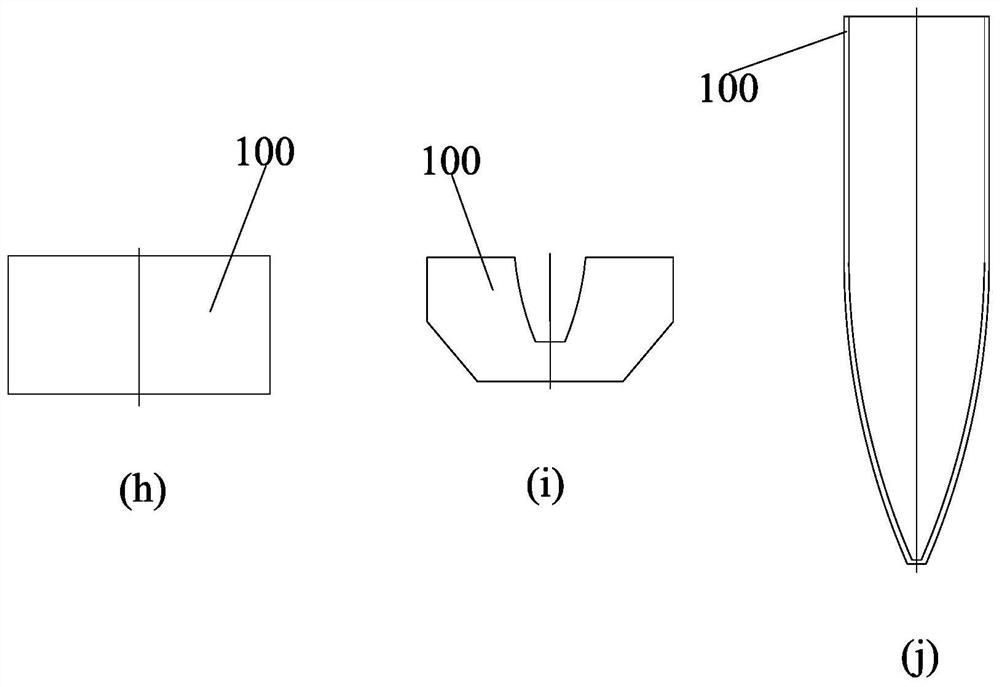
[0032] Such as Figure 1-10 As shown, the present invention provides an extrusion-stretch composite forming equipment for forming a large cone, including a die die 1, a central axis cylinder 2, an annular pressure cylinder 3, a central axis plunger 4, an annular plunger 5, and a mold The punch 6 and the annular pressure ring 7, the middle part of the die die 1 is a through forming channel 10, the diameter of the forming channel 10 is gradually gathered from top to bottom for the deformation of the blank, the central axis press cylinder 2 and the ring press cylinder 3 are coaxial Set up and set up on the forming channel 10 up and down respectively, the lower parts of the central axis cylinder 2 and the annular pressure cylinder 3 are respectively connected with the central axis plunger 4 and the annular plunger 5, and the central axis cylinder...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More