

Ultrasonic tin plating device and tin plating method
A tinning device and ultrasonic technology, applied in hot-dip plating process, coating, metal material coating process, etc., can solve the problems of environmental protection, environmental protection restrictions, pollution and other problems in the large-scale use of flux, and meet the requirements of large-scale production Demand, the effect of solving environmental problems
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
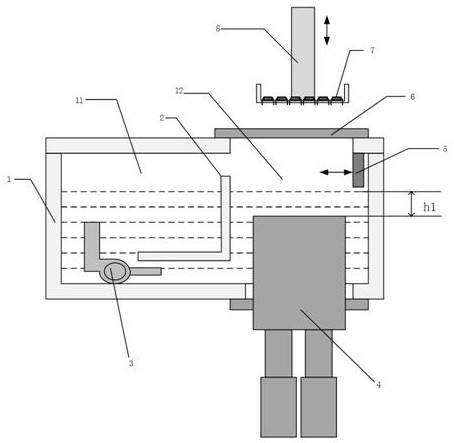
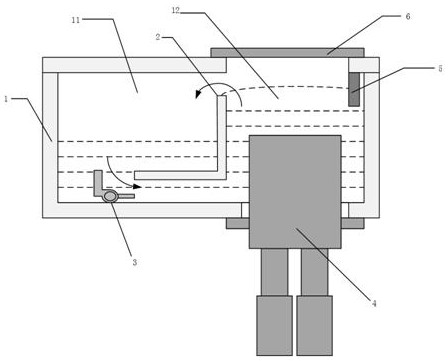
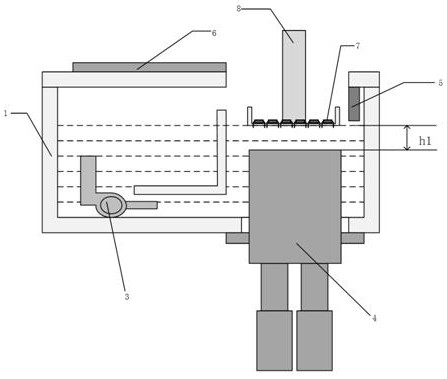
[0033] Please refer to figure 1 , the present embodiment provides an ultrasonic tinning device, including: a closed tin tank 1, an ultrasonic vibration device 4 and a tin pump 3; the closed tin tank 1 includes a cavity and an openable door 6, and the cavity has a first Chamber 11, second chamber 12, an opening is provided above the second chamber 12, an openable door 6 is arranged on the opening and can open or close the opening, the first chamber 11 communicates with the second chamber 12, and the tin pump 3 is used to pump tin liquid from the first chamber 11 to the second chamber 12, and the ultrasonic vibration device 4 is arranged in the cavity and used to transmit ultrasonic energy to the tin liquid in the second chamber 12.
[0034] Wherein, it may be selected that the length and width of the ultrasonic tinning area of the ultrasonic vibration device 4 are greater than 50 mm×50 mm. In this embodiment, the length and width of the ultrasonic tinning area of the ultra...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More