Rapid welding maintenance method for tramcar turnout
A tram and rapid welding technology, applied in the direction of improving process efficiency, can solve problems such as inability to meet, and achieve the effects of reducing maintenance costs, improving welding maintenance efficiency, and reducing the difficulty coefficient of on-site welding construction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 2
[0060] The main operations included in the basic steps stage are: identification and preparation of automatic pre-flash welding equipment sensing system, workpiece alignment status, etc.
[0061] The process of the flash leveling stage is mainly based on controlling the displacement. Among them, the set value of the displacement limit is related to the processing accuracy and cleanliness of the processed surface of the end to be welded. In general, the displacement limit value of the flashing stage is set to be controlled at 4mm.
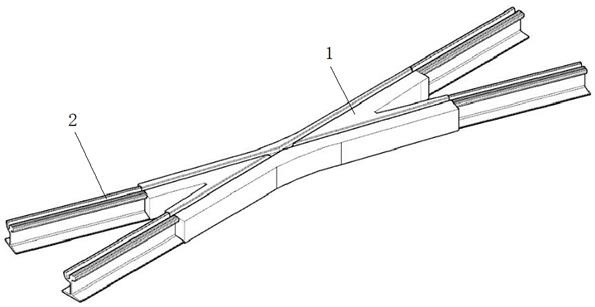
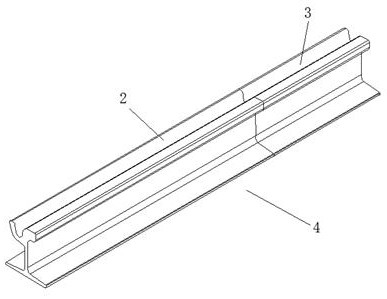
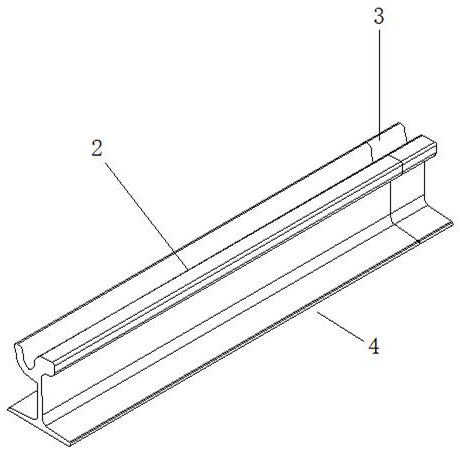
[0062] The process control in the preheating stage is mainly to control the heating time and the number of preheating cycles. The setting of the heating time and the number of preheating cycles is determined according to the size and material of the welding end face. Applied to the present invention, as shown in the figure, the heating time of the transition rail 3 and the extension rail 2 is set to 5s, and the number of preheating cycles is 9 time...
Embodiment 3
[0068] The main operations included in the basic steps stage are: identification and preparation of automatic pre-flash welding equipment sensing system, workpiece alignment status, etc.
[0069] The process of the flash leveling stage is mainly based on controlling the displacement. Among them, the set value of the displacement limit is related to the processing accuracy and cleanliness of the processed surface of the end to be welded. In general, the displacement limit value of the flashing stage is set to be controlled at 4mm.
[0070] The process control in the preheating stage is mainly to control the heating time and the number of preheating cycles. The setting of the heating time and the number of preheating cycles is determined according to the size and material of the welding end face. Applied to the present invention, as shown in the figure, the heating time of the transition rail 3 and the extension rail 2 is set to 4.8s, and the number of preheating cycles is 9 ti...
Embodiment 4
[0076] The main operations included in the basic steps stage are: identification and preparation of automatic pre-flash welding equipment sensing system, workpiece alignment status, etc.
[0077] The process of the flash leveling stage is mainly based on controlling the displacement. Among them, the set value of the displacement limit is related to the processing accuracy and cleanliness of the processed surface of the end to be welded. In general, the displacement limit value of the flashing stage is set to be controlled at 5mm.
[0078] The process control in the preheating stage is mainly to control the heating time and the number of preheating cycles. The setting of the heating time and the number of preheating cycles is determined according to the size and material of the welding end face. Applied to the present invention, as shown in the figure, the heating time of the transition rail 3 and the extension rail 2 is set to 6s, and the number of preheating cycles is 10 tim...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com