

Automatic assembling device for express sorting telescopic machine
An assembly device and telescopic machine technology, applied in the direction of conveyor control devices, packaging, conveyors, etc., can solve the problems of lack of testing equipment, unable to effectively avoid express parcels, transportation damage, etc., to reduce express transportation damage and facilitate reassembly Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0039] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
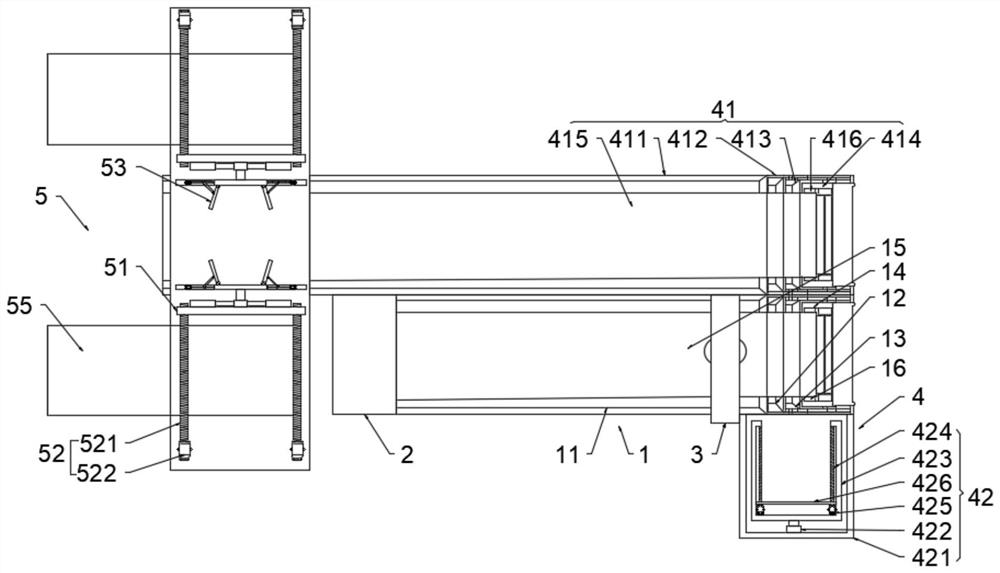
[0040] like figure 1 As shown, the present invention provides an automatic assembly device for express sorting telescopic machines. A detection mechanism 3 is provided at the feeding end of the telescopic machine 1, and when the detection mechanism 3 detects that the packaging or the stickers are abnormal, it is recovered by recycling Mechanism 4 transports the express package back to the unpacking mechanism 5, avoiding the damage of the express package during...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More