Gate-type working tank of high-speed steel strip continuous nickel plating unit
A working tank and high-speed steel technology, which is applied in plating tanks, electrolytic components, electrolytic processes, etc., can solve the problems of long time for adding nickel and changing width specifications, fast nickel consumption, and long maintenance time, so as to shorten maintenance time and improve The effect of increasing work efficiency and circulation volume
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
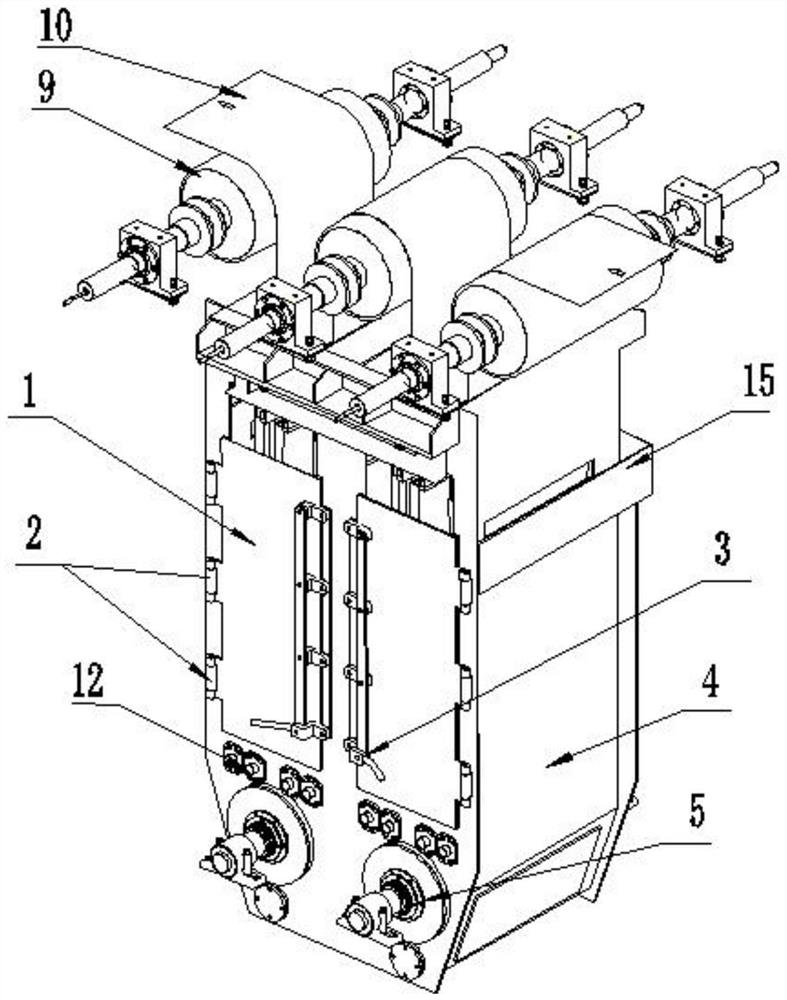
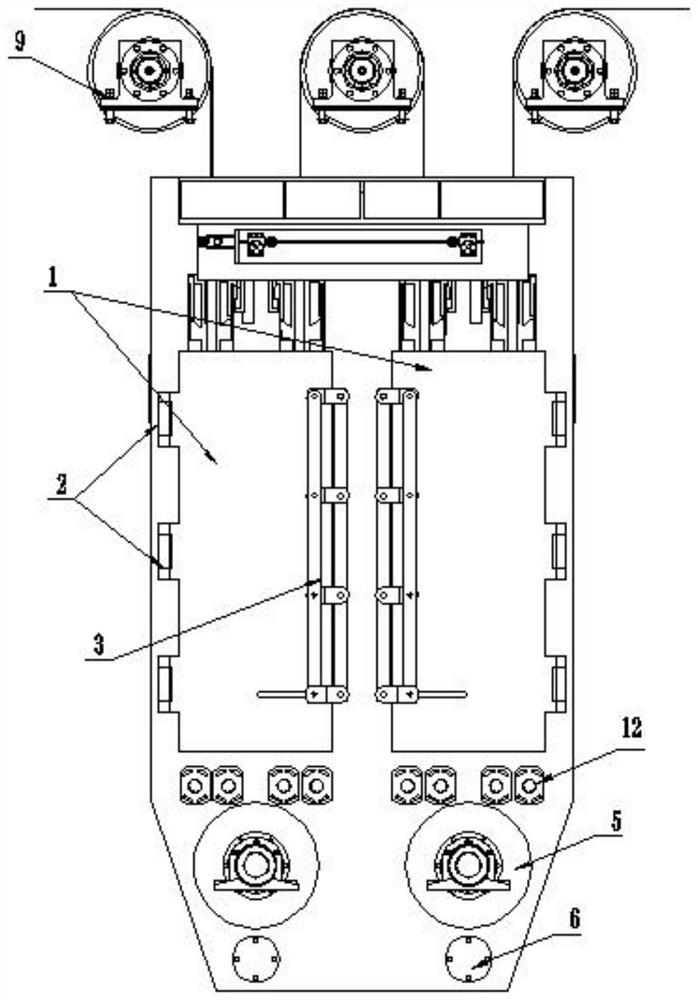
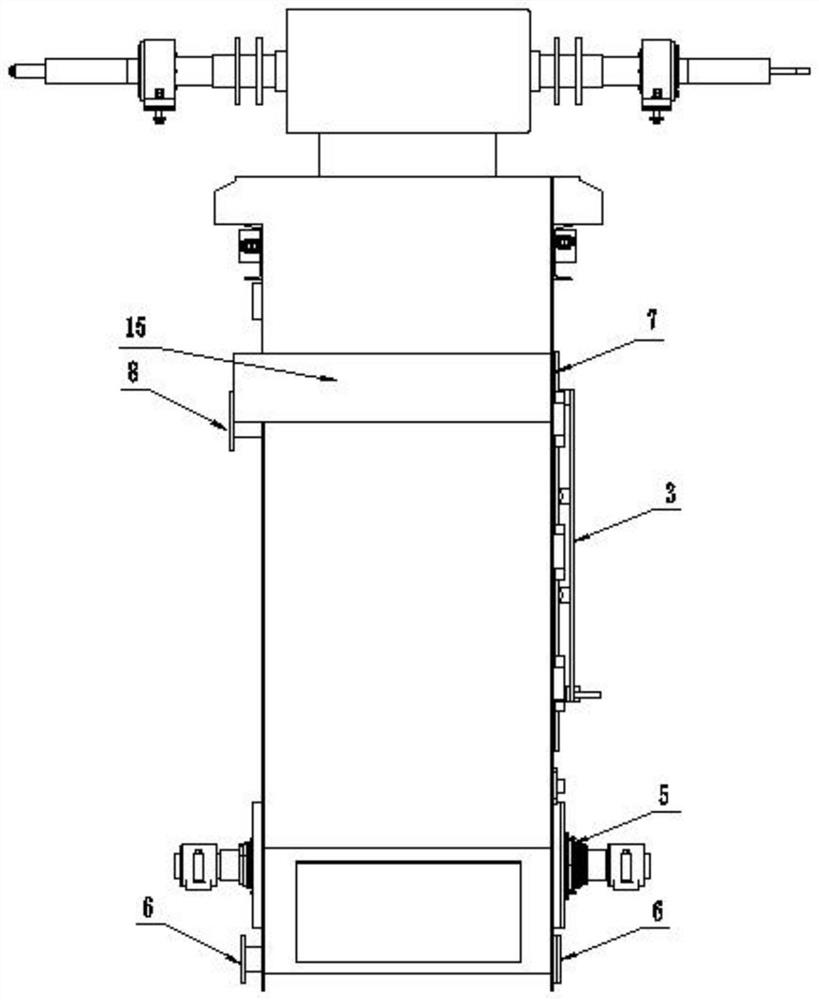
[0038] like Figure 1-4 As shown, a door-type working tank of a high-speed steel strip continuous nickel plating unit is installed with a conductive roller 9 at the top of the working tank, a sinking roller 5 is installed at the bottom, and an anode bridge 14 and an anode are installed inside the cavity of the working tank. Assembly 11, the steel strip 10 enters from one end and goes around the three conductive rollers 9 and the two submerged rollers 5 placed in dislocation in turn, and then extends from the other side, and the steel strip 10 from each set of symmetrically arranged anode bridges 14 and anode assemblies Pass through between 11; the front side of the tank body 4 of the working tank is set as an opening structure, and two doors 1 are connected to the opening of the front side of the tank body 4, and the tank body 4 is divided into a top square cavity and a bottom The conical cavity has two parts. The sinking roller 5 is installed at the conical cavity. The front ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More