Vertical slag-cooling machine
A slag cooler, vertical technology, applied in the supporting application field of fluidized fluidized coal-fired furnace, can solve the problems of high cost, large energy required, complex movement structure, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
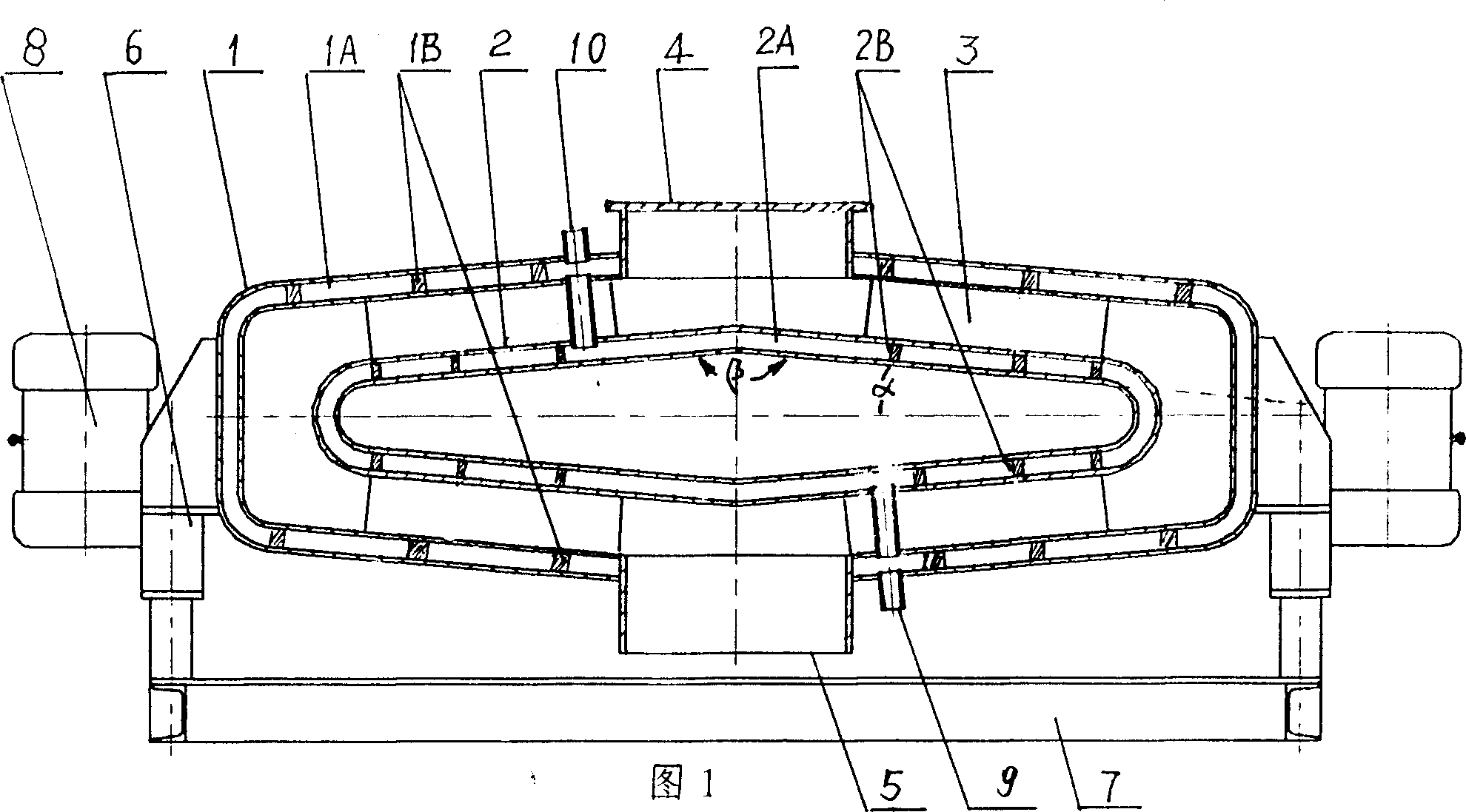
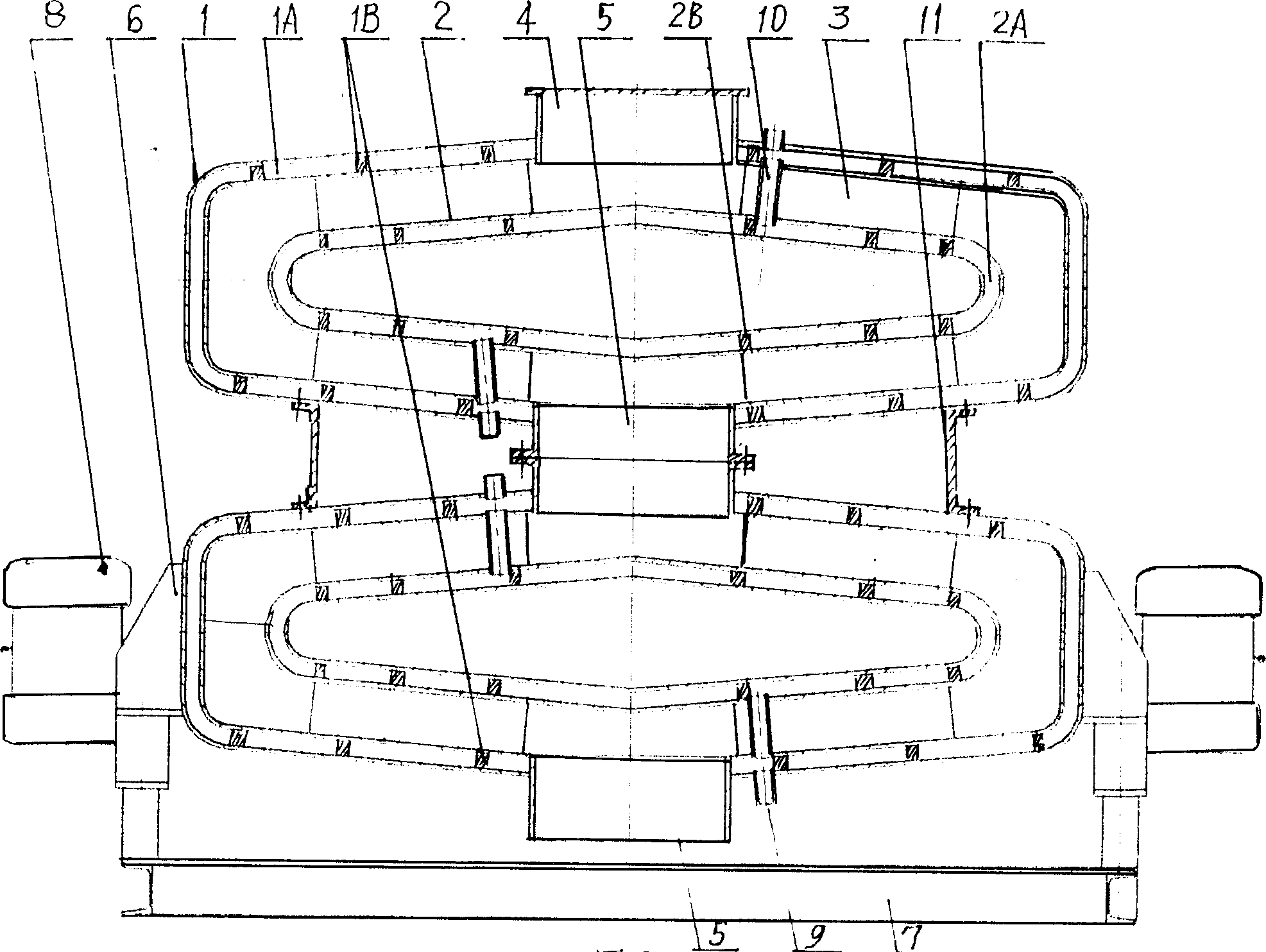
[0009] The accompanying drawings show the basic structure (Fig. 1) and series structure (Fig. figure 2 ) Two kinds of embodiments. In order to ensure the structural specification of the sandwich shell, strong resistance to deformation, and stability during operation, evenly distributed support and positioning ribs (1B, 2B) are arranged in the sandwich shell of the inner and outer boxes. The existence of these ribs makes the inner and outer shells form a whole, which not only has greater rigidity and strength, but also ensures the normal flow of circulating water in the water chamber.
[0010] The positioning support ribs 3 set up between the inner and outer boxes (1, 2) are not only for the positioning and supporting relationship between the inner and outer boxes, but also are heat-absorbing and hot slag guide plates. Therefore, its number, location, and shape have a great relationship with the working quality of the slag cooler. The simplest is the rectangular planar struct...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



