

Automatic controlling technical parameter optimization method of metal plate rolling
A technology of metal strips and process parameters, which is applied in the field of metal rolling, can solve the problems of continuous measurement of deformation resistance and friction coefficient, reduction of parameter calculation accuracy, and simultaneous acquisition
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
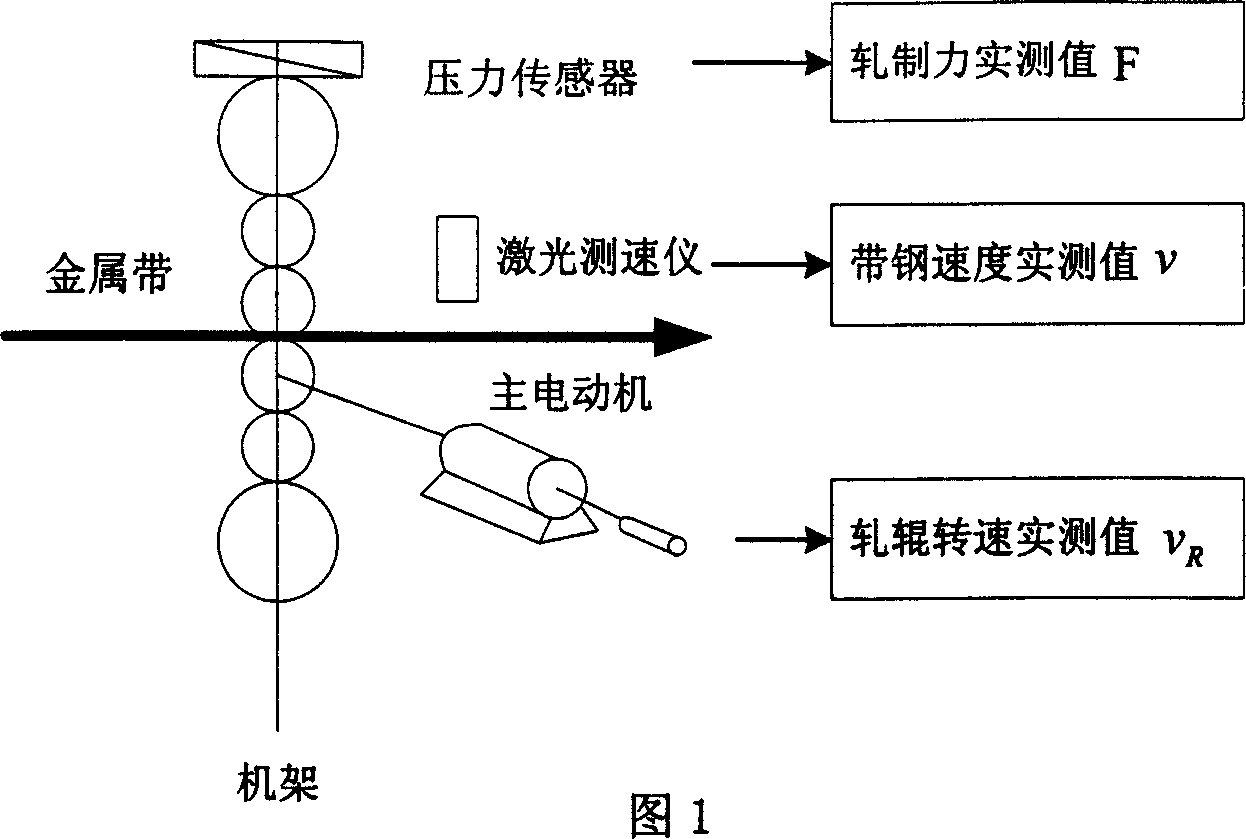
[0061] The invention has been successfully tested on a 1220mm cold rolling mill for cold strip steel. Thickness specification: 1.5-3.5mm; Finished product thickness: 0.2-0.8mm; Width: 550-1020mm; Steel type: SPHC, MRT, Stw22; Work roll diameter: 550mm; Support roll diameter: 1194mm; , Power 3800kW, digital revolution measurement encoder maximum measurement range 1100r / min. The indenter (rolling force sensor) is piezo-magnetic, with a maximum measuring range of 10MN. The speed measurement range of the laser speedometer is 0.6~2520mpm, and the measurement accuracy is ±0.025%. The process optimization computer adopts P4-1.8GHz microcomputer, and the program is written by Visual C++.
[0062] Take the strip rolled steel grade SPHC as an example, the entrance thickness is 2.3mm, the exit thickness is 1.67mm, and the strip width is 1020mm. The motor speed measured by the motor encoder is v R=769m / min, the strip exit velocity v=787m / min measured by the laser velocimeter, and the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More