

Manufacturing method of small sized turbine shaft
A manufacturing method and turbine shaft technology, which is applied in the direction of blade support components, engine components, machines/engines, etc., can solve the problems that the roughness of the groove cannot be guaranteed, the supercharger rubs, and the sealing groove cannot be ground out, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0010] The specific implementation manners of the present invention will be further described below in conjunction with the accompanying drawings.
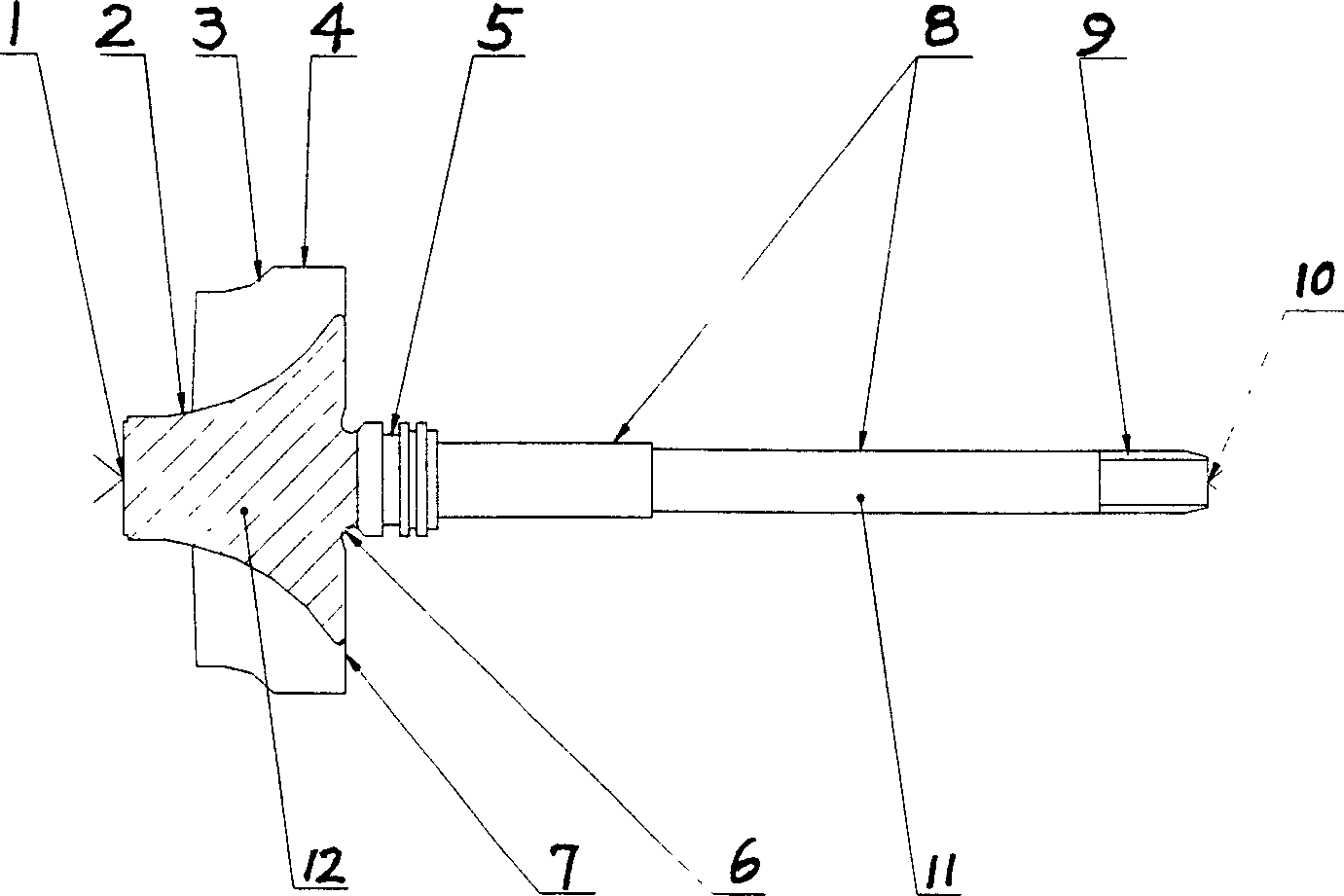
[0011] see figure 1 , the manufacture method of a kind of small-sized turbine shaft of the present invention, comprises: (1), turbine 12 and shaft 11 are welded as a whole with friction welding; (2), heat treatment is to eliminate stress; (3), sanding welding place; ( 4), carry out the tensile test; (5), use the clamping ring for the turbine shaft and the three claws to clamp the large outer circle 4 of the turbine, align the end face 7 of the turbine, first turn the welding scar, and then turn the shaft 11 to the required length. Drill the center hole 10 at the shaft end; (6), use the three claws to clamp the top cone surface of the vortex end 2, use the top center hole 10, rough turn each outer circle 4, 8, and turn the R groove 6 to the required size; (7) , color flaw detection; (8), grinding the center hole 1, 10; (9), grindi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More