Making process and mold for punched metal plate piece with stepped section
A sheet metal and step technology, which is applied in the manufacture of sheet metal step section blanking parts and the field of molds, can solve problems such as low efficiency, difficult processing, difficulty, complexity and high cost, and achieve production problems and production High efficiency and improved flatness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
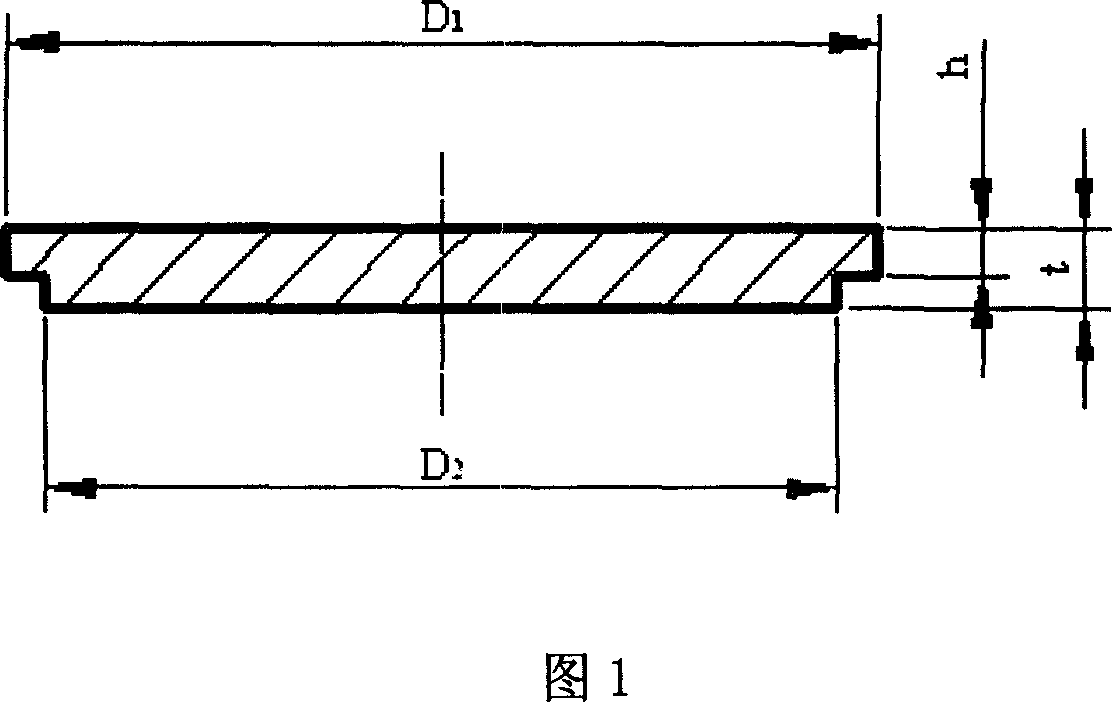
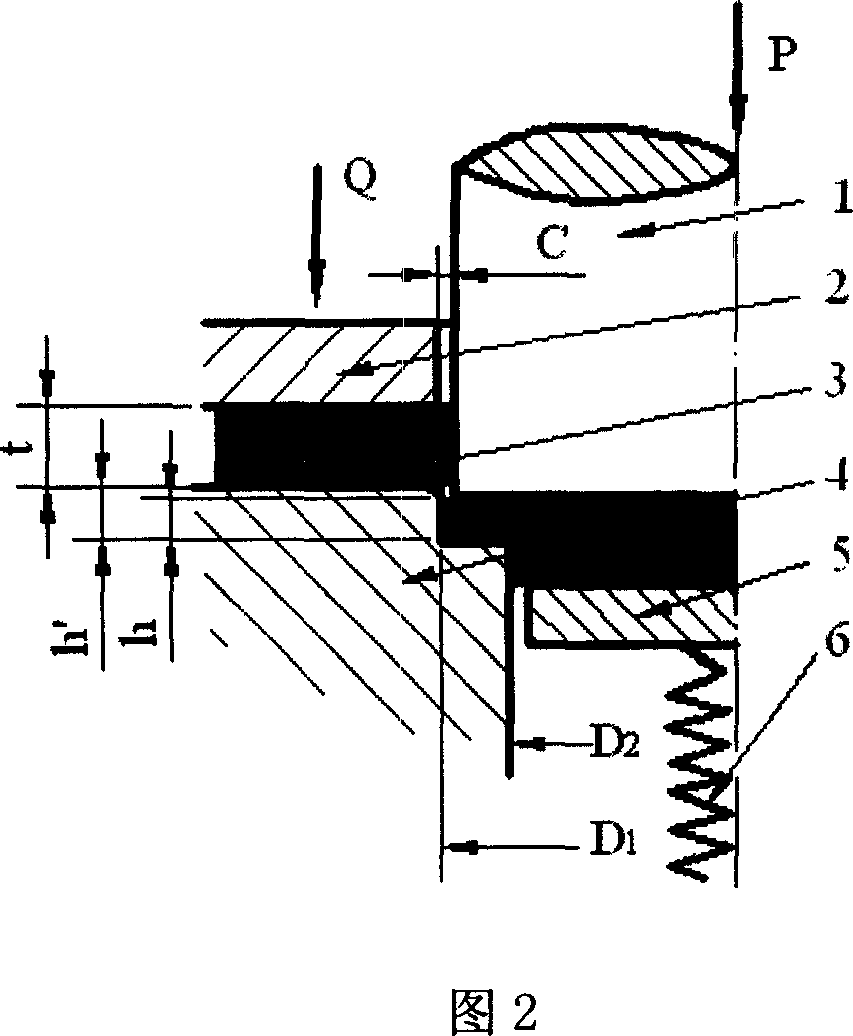
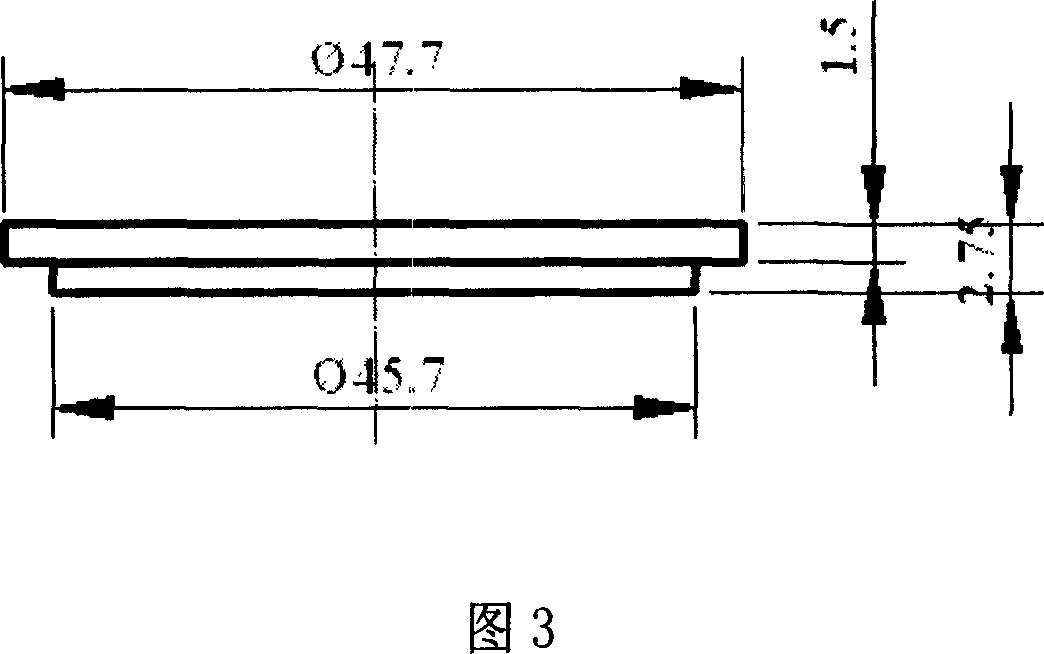
[0027] This embodiment is a blanking part in the manufacturing method of the present invention. The actual material thickness of the workpiece is t=2.75mm. its D 1 =47.7mm, D 2 =45.7mm, take punching gap C=0.08t, see Figure 2. The design of the auxiliary blanking die is basically the same as that of the ordinary blanking die, the only difference is that the concave die is designed as a step shape, where the height of the step is h′=3.0mm, and the shape and size of the blanking part of the step section obtained are shown in the figure 3.
[0028] In this embodiment, workpieces with three different step heights of h=1.5, h=1.0 and h=0.5mm can be obtained respectively by controlling the bottom dead center position of the stamping equipment.
Embodiment 2
[0030] This embodiment is a punching part in the manufacturing method of the present invention. The actual material thickness of the workpiece is t=2.75mm. its d 1 = 47.5mm, d 2 =45.5mm, take punching gap C=0.08t, see Figure 5. The design of the auxiliary punching die is basically the same as that of the ordinary punching die, the only difference is that the punch is designed as a step, where the height of the step is h′=3.0mm, and the shape and size of the punching part obtained from the step section are shown in the figure As shown in 6, a workpiece with a workpiece step height h = 1.5 mm was obtained.
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap