

Abrasive product and method of making and using the same
a technology of abrasive products and abrasives, which is applied in the direction of flexible wheel, metal-working apparatus, manufacturing tools, etc., can solve the problems of preventing the proper cure of precursor polymer subunits, patterned abrasive coatings, and abrasive granules having a specified pattern on the backing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
[0200] Pre-mix #1: 60.8 parts CN973J75, 36.4 parts SR339 and 2.8 parts TPO-L were combined using a mixer, available under the trade designation DISPERSATOR from Premier Mill Corp., Reading, Pa., at room temperature until air bubbles had dissipated.
[0201] Slurry #1: 3.4 parts of pre-expanded F80 was then added to 96.6 parts of Pre-mix #1 and formed into homogeneous slurry #1 using the DISPERSATOR mixer. F80 microspheres were pre-expanded at 160.degree. C. for 60 minutes before use.
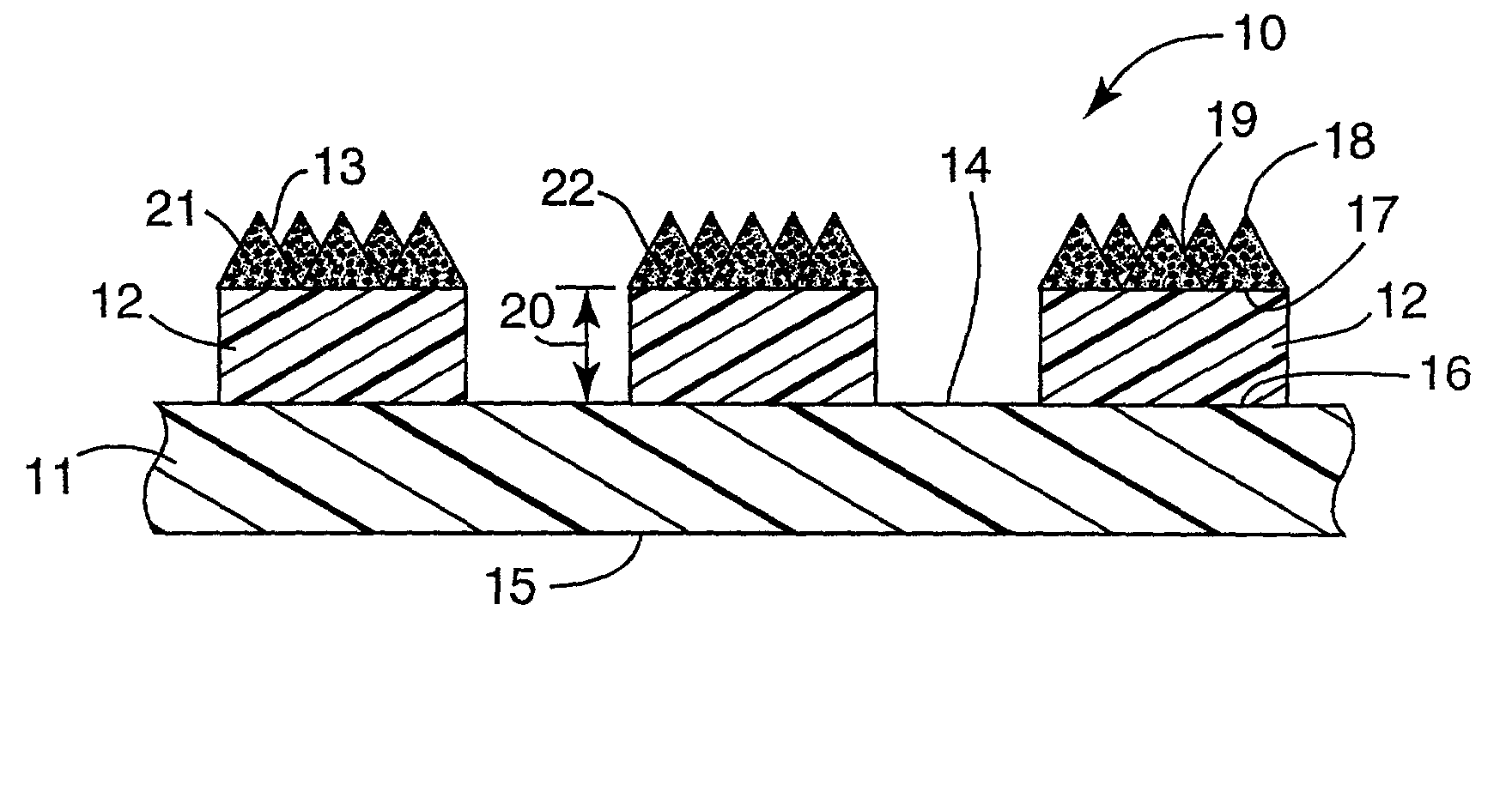
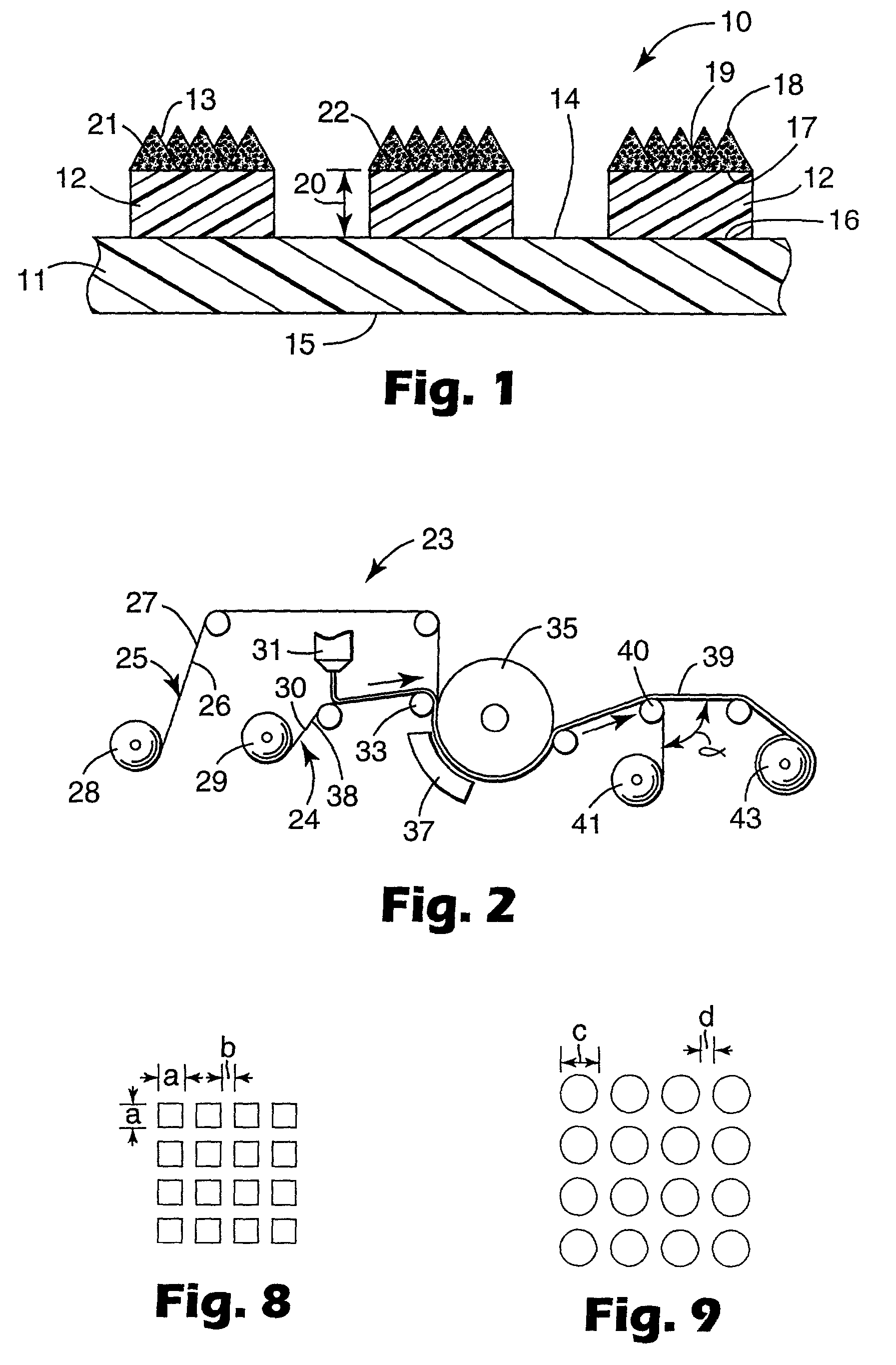
[0202] Slurry #1 was then applied, via hand spread, to a microreplicated tooling having square posts, 1.3 mm.times.1.3 mm.times.0.356 mm deep, with a 22% bearing area, as described in Table 3. The slurry filled tooling was then laminated face down to the smooth side of corona treated backing available from Minnesota Mining and Manufacturing Company (3M) under the trade designation 3M HOOK-IT II.TM. backing by passing through a set of rubber nip rolls at 26 cm / min. and a nip pressure of 275 kPa (40 psi). The...
example 2
[0206] A 3-dimensional abrasive coating on top of 3-dimensional foam structure was prepared as outlined in Example 1, wherein slurry #1 was applied to a microreplicated tooling having the same square posts but with a 32% bearing area, as described in Table 3.
example 3
[0207] A 3-dimensional abrasive coating on top of 3-dimensional foam structure was prepared as outlined in Example 1, wherein slurry #1 was applied to a microreplicated tooling having the same square posts but with a 42% bearing area, as described in Table 3.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More