

Fine die cast metallic parts
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
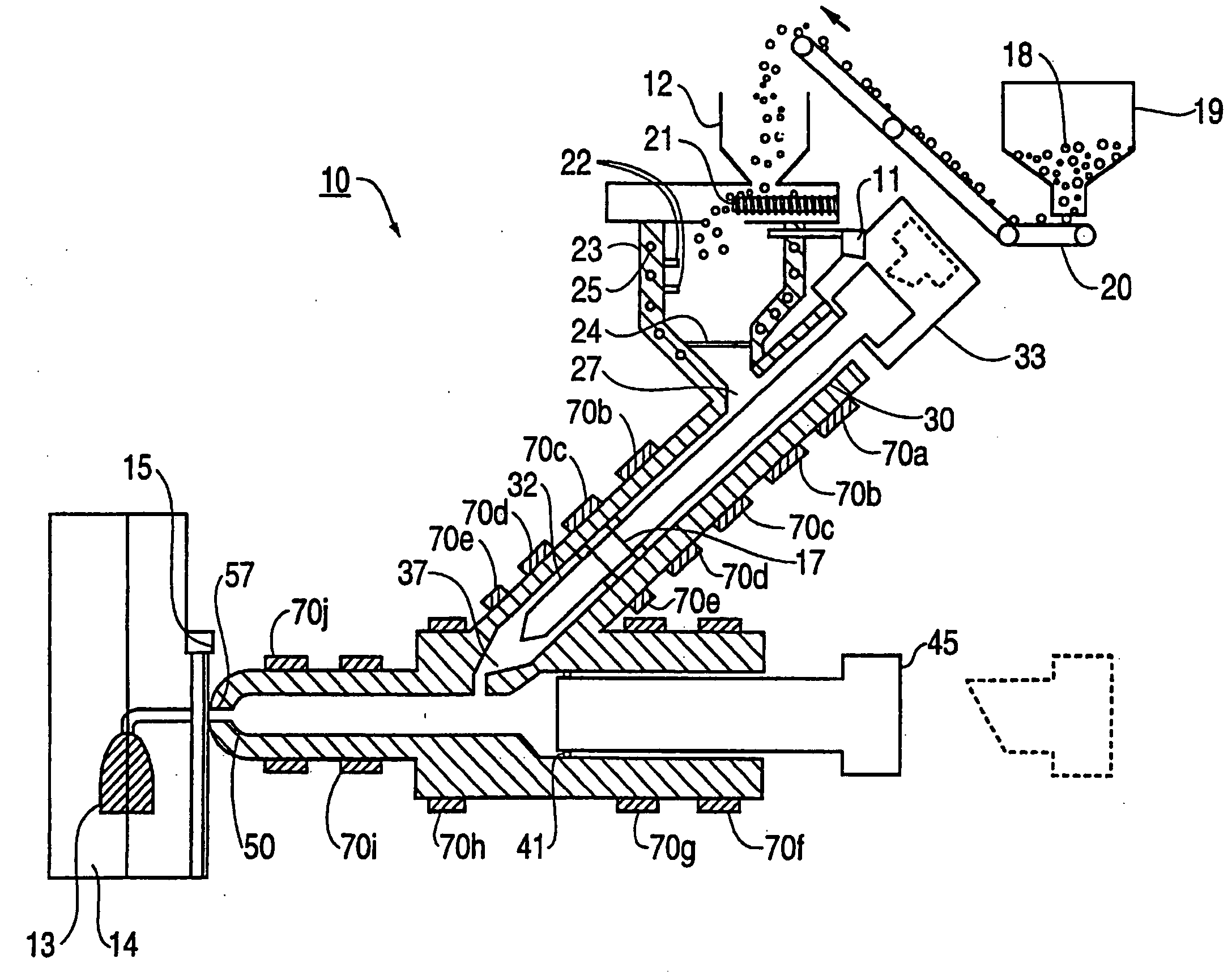
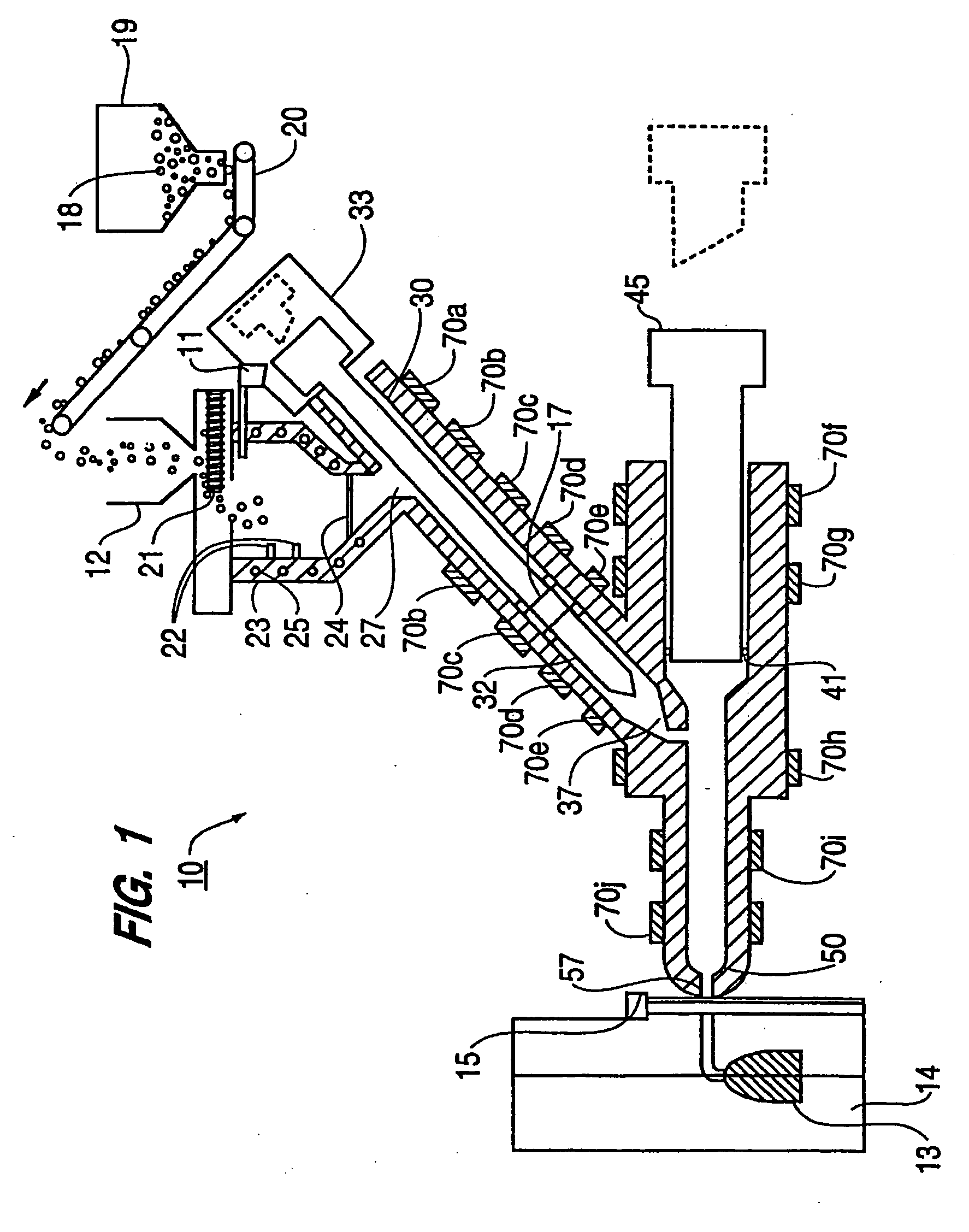
[0056] In the discussion of the preferred embodiment which follows, a metal alloy is produced by injection molding from a magnesium (Mg) alloy ingot or pellets which are melted and processed in a liquid state. However, the invention is not limited to magnesium products and is equally applicable to other types of materials, metals and metal alloys.
[0057] The terms “melted metal” and “melted material” as used herein encompasses metals, metal alloys and other materials which can be converted to a liquid state and processed in an injection molding system. A wide range of such metals is potentially useful in this invention, including aluminum (Al), Al alloys, zinc (Zn), Zn alloys, and the like.
[0058] Unless otherwise indicated, the terms “a” or “an” refer to one or more. Unless otherwise indicated, the term “gas” refers to any gas (including air) that can be present in the injection chamber at start-up or that is trapped in the injection chamber and forced out during operation of the i...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More