

Process for producing components having regions of differing ductility
a technology of ductility and production process, applied in the direction of quenching device, furnace type, shaping tool, etc., can solve the problems of high stress on spot-welded connections, affecting the quality of sheet steel components, and requiring expensive sealing treatment to control them. , to achieve the effect of sufficient cathodic corrosion protection
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027]The invention offers several process options.
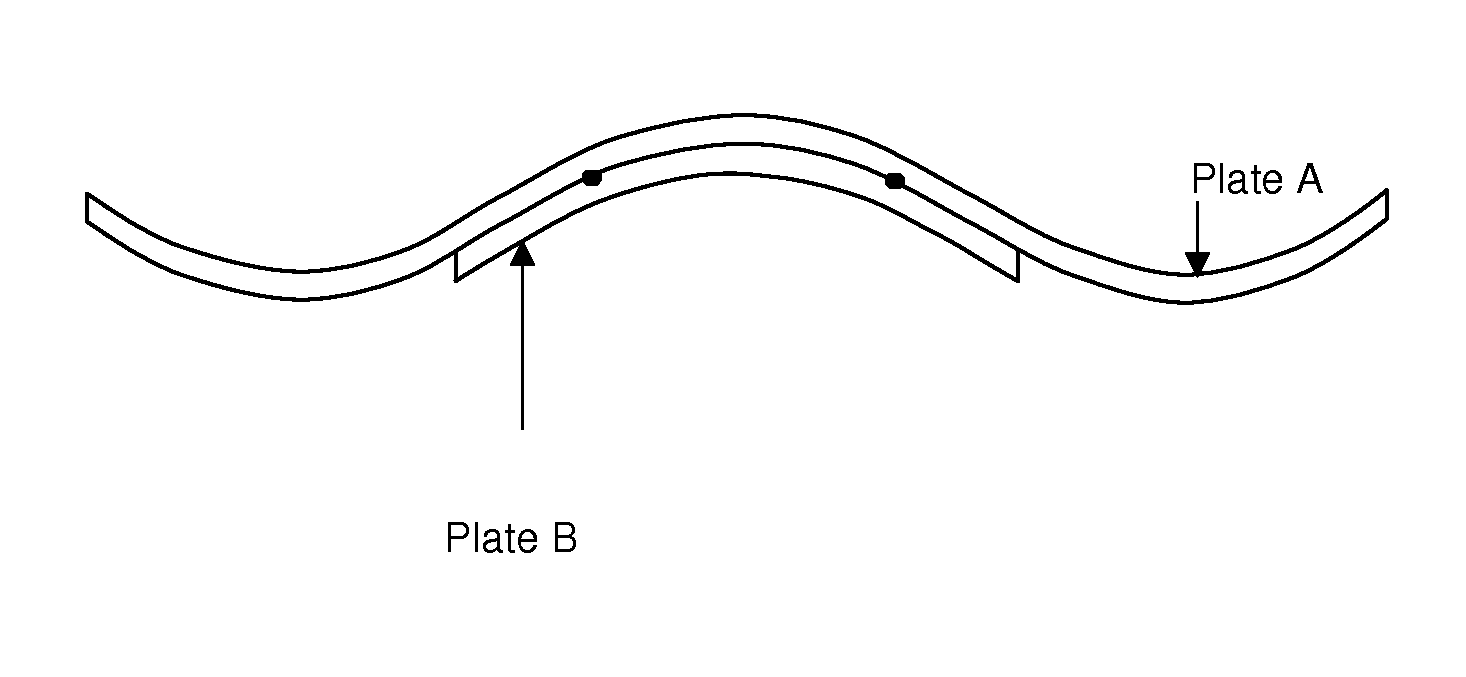
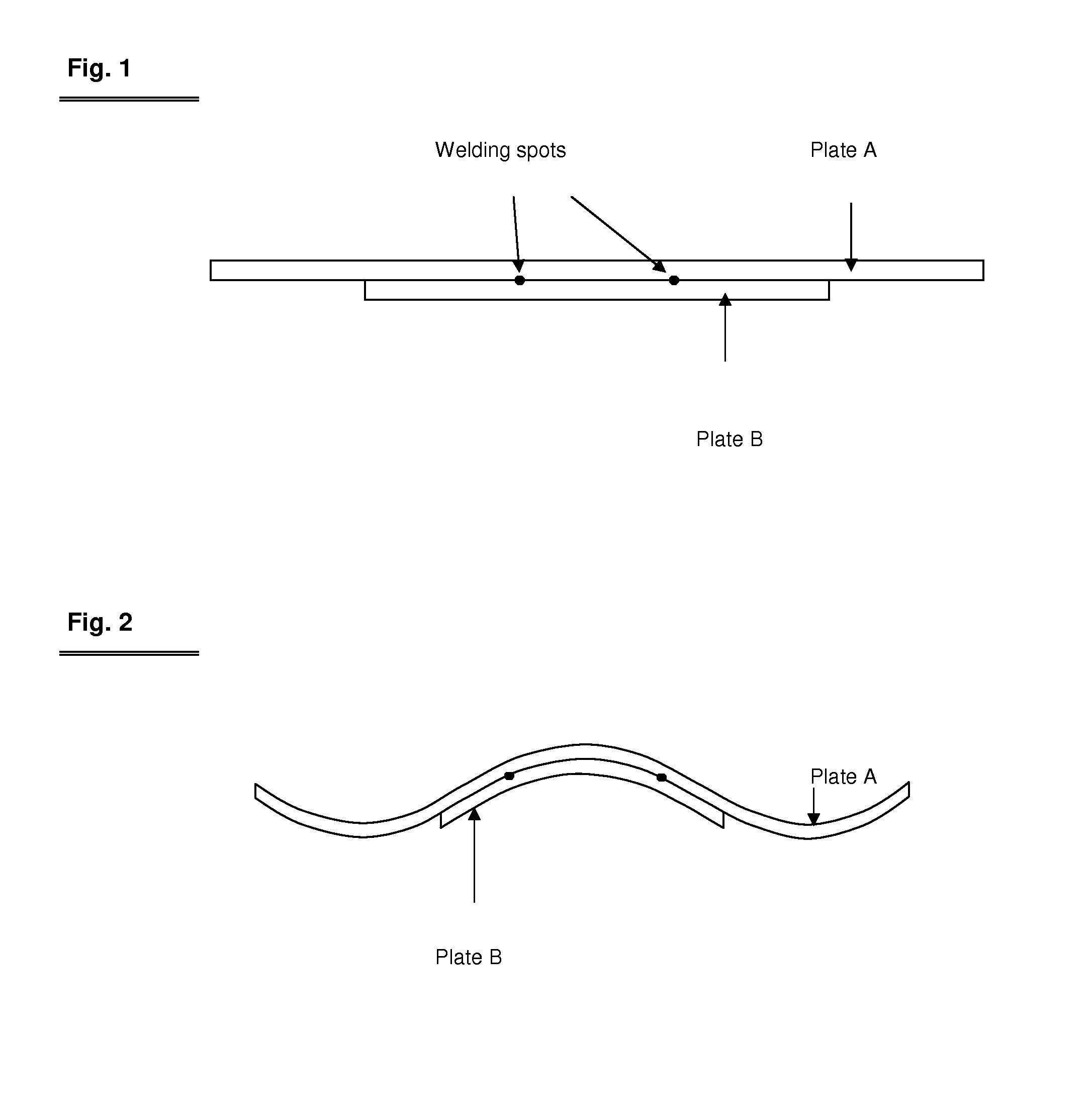
[0028]In process option 1, the cold-produced component (FIG. 2) composed of the joined individual plates A and B is heated in the furnace at approx. 900° C. until the larger component A has reached the austenitizing temperature in the regions in which it is not resting against the smaller component B.
[0029]In the regions in which components A and B are joined, the component has a higher mass to be heated.
[0030]This makes it possible, with the same furnace residence time, for region B of the component to not reach the austenitizing temperature while region A is heated to the austenitizing temperature due to its single sheet thickness and therefore lower mass.
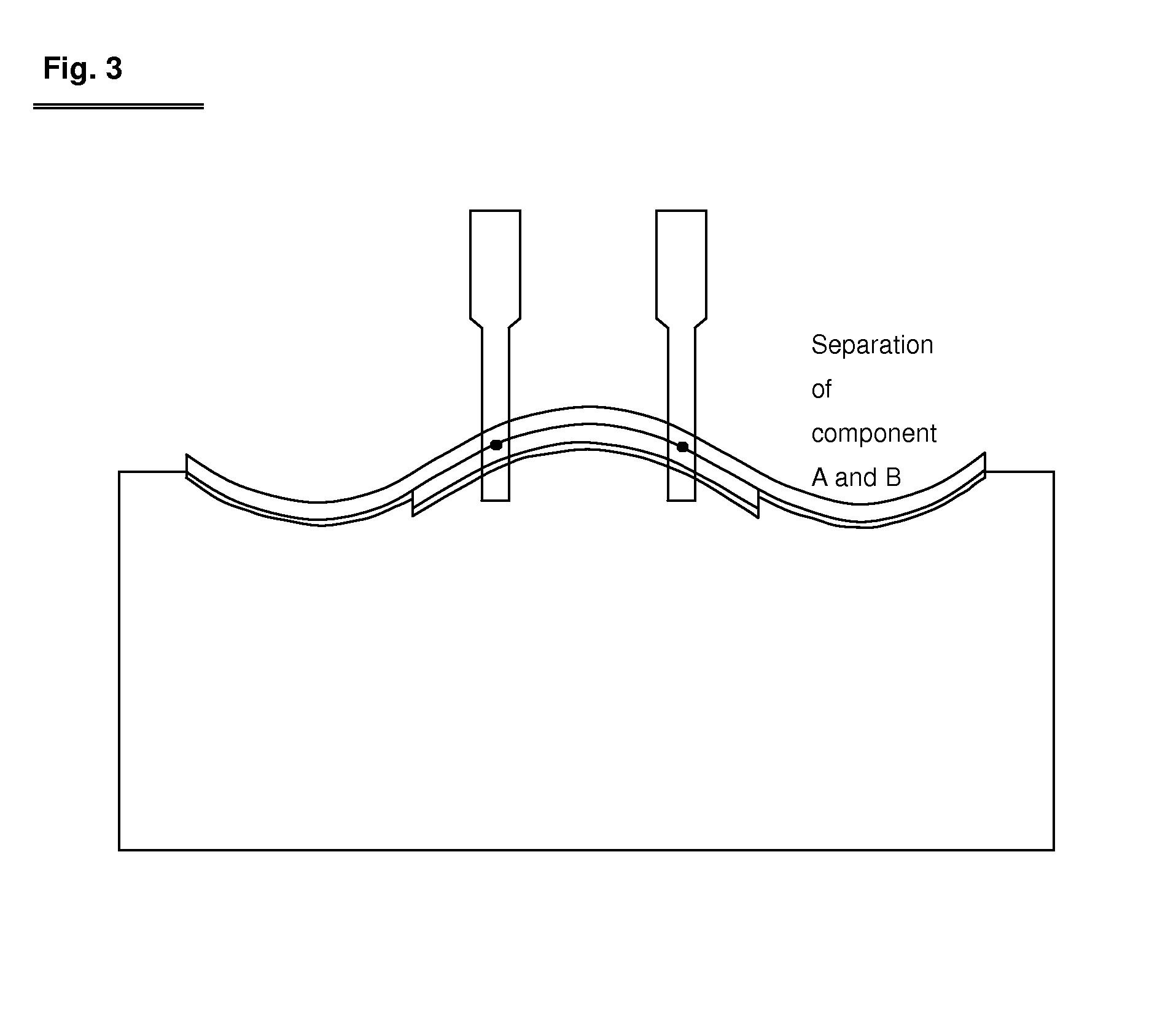
[0031]The component is then cooled and press hardened in a press hardening die.
[0032]After the press hardening, the component has a more ductile material structure in region B because it did not reach the austenitizing temperature in the furnace.
[0033]Depending on the selected fu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| temperature | aaaaa | aaaaa |
| austenitizing temperature | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More