

Transformation process of Al-Cu-Li alloy sheets
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image


Examples
example 1
[0074]A rolling ingot made of AA2198 alloy was homogenized then hot-rolled to a thickness of 4 mm. The sheets obtained in this manner were solution heat treated for 30 minutes at 505° C., then water quenched.
[0075]The sheets were then elongated in a controlled manner. The controlled stretching was carried out with permanent elongation of 2.2%.
[0076]The sheets were then subjected to short heat-treatment of 2 hours at 150° C.
[0077]The mechanical properties were measured prior to the short heat-treatment and between two and sixty-five days after the treatment. The results are given in Table 1. It is noted that the temper obtained after short heat-treatment is remarkably stable over time.
TABLE 1RmRp0.2E %RmRp0.2E %(L)(L)(L)(LT)(LT)(LT)Before short4383231340428723heat-treatmentDuration after shortheat-treatment (days)239627016.837024427.1839626915.337224728.01539827314.537424827.24339727014.937524827.56539827115.037325027.210439827314.337325026.920340127716.137525326.923940227816.7376255...
example 2
[0078]A rolling ingot made of AA2198 alloy was homogenized then hot-rolled to a thickness of 4 mm. The sheets obtained in this manner were solution heat treated for 30 minutes at 505° C., then water quenched.
[0079]The sheets were then flattened and stretched in a controlled manner. The controlled stretching was carried out with permanent elongation of 1%.
[0080]The sheets were then subjected to short heat-treatment of 2 hours at 150° C.
[0081]The sheets thus obtained then undergo additional cold working by controlled stretching with permanent elongation of 2.5%, 4% or 8%. After deformation, the sheets showed no unacceptable Lüders lines.
[0082]The sheets were subjected to an aging treatment at 155° C. for 12 hours to obtain a T8 temper.
[0083]For reference a sheet was, directly after quench, stretched 2% and aged 14 h at 155° C. to a T8 temper, without intermediate short heat treatment.
[0084]The static mechanical properties were characterized following the aging treatment and are presen...
example 3
[0088]In this example the conditions of time and temperature of the short heat treatment were studied. A rolling ingot made of alloy AA2198 was homogenized and then hot rolled to 4 mm thickness. The sheets obtained in this manner were solution heat treated for 30 minutes at 505° C., then water quenched.
[0089]The sheets were then flattened and stretched in a controlled manner. The controlled stretching was carried out with permanent elongation of 1%.
[0090]The plates were naturally aged to reach stable T3 temper.
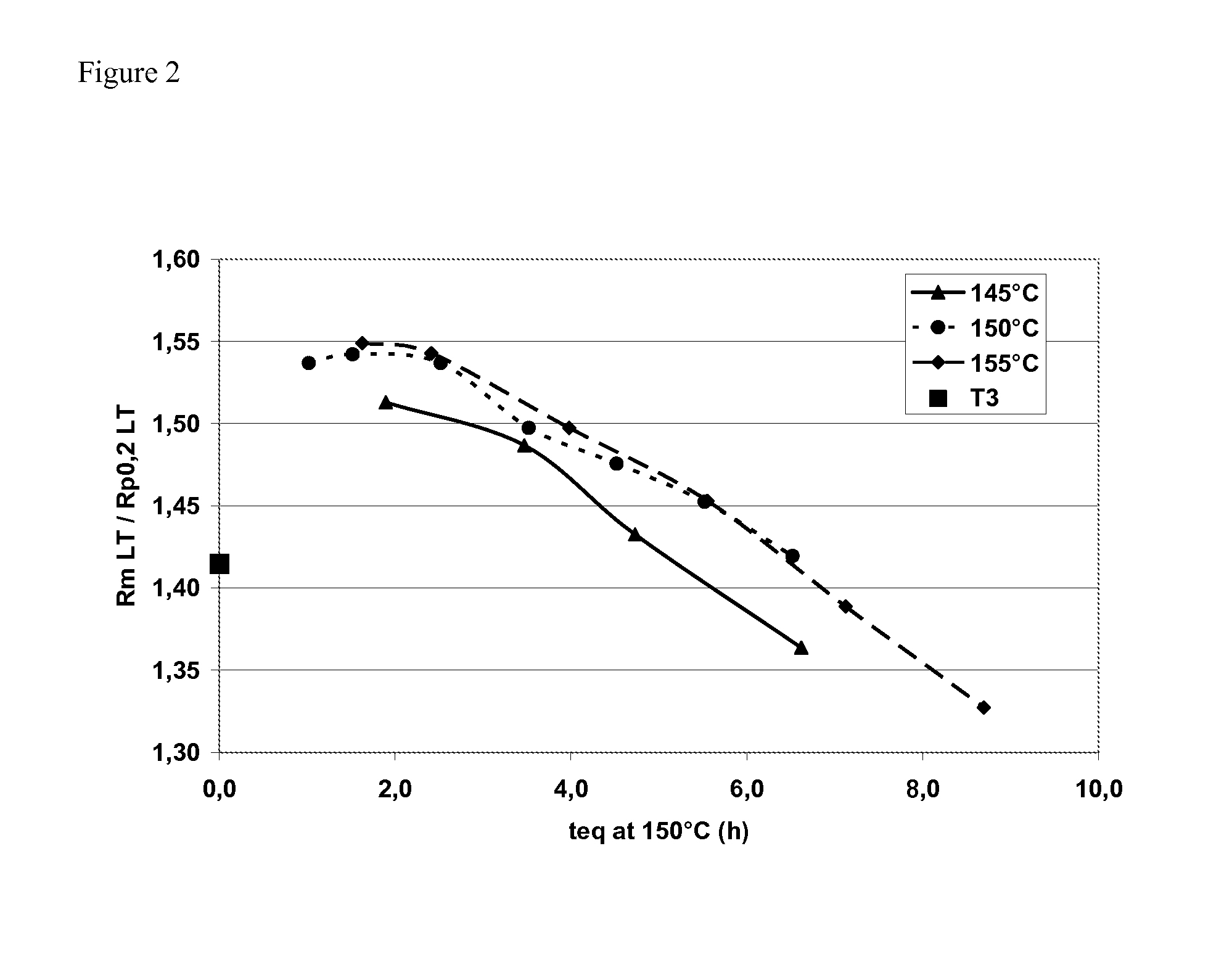
[0091]The plates were then subjected to a short heat treatment at 145° C., 150° C. or 155° C. The equivalent time at 150° C. was calculated by taking into account a temperature rise rate of 20° C. / h. The static mechanical properties of the sheets were characterized after short heat treatment in the TL direction.
[0092]The results are presented in Table 4 below and shown graphically in FIG. 2. It is noted that the highest Rm / Rp0.2 ratio, in the TL direction is obtained for a tem...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Temperature | aaaaa | aaaaa |
| Temperature | aaaaa | aaaaa |
| Temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More