

Electrical steel processing without a post cold-rolling intermediate anneal
a technology of electrical steel and intermediate anneal, which is applied in the direction of heat treatment apparatus, magnetic bodies, furnaces, etc., can solve the problems of reducing and wasting electrical steel energy. , to achieve the effect of maximizing the magnetic properties of electrical steel and removing distortion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0049]Embodiments of the present invention will now be described more fully hereinafter with reference to the accompanying drawings, in which some, but not all, embodiments of the invention are shown. Indeed, the invention may be embodied in many different forms and should not be construed as limited to the embodiments set forth herein; rather, these embodiments are provided so that this disclosure will satisfy applicable legal requirements. Like numbers refer to like elements throughout. Furthermore, the ranges discussed herein are inclusive ranges.
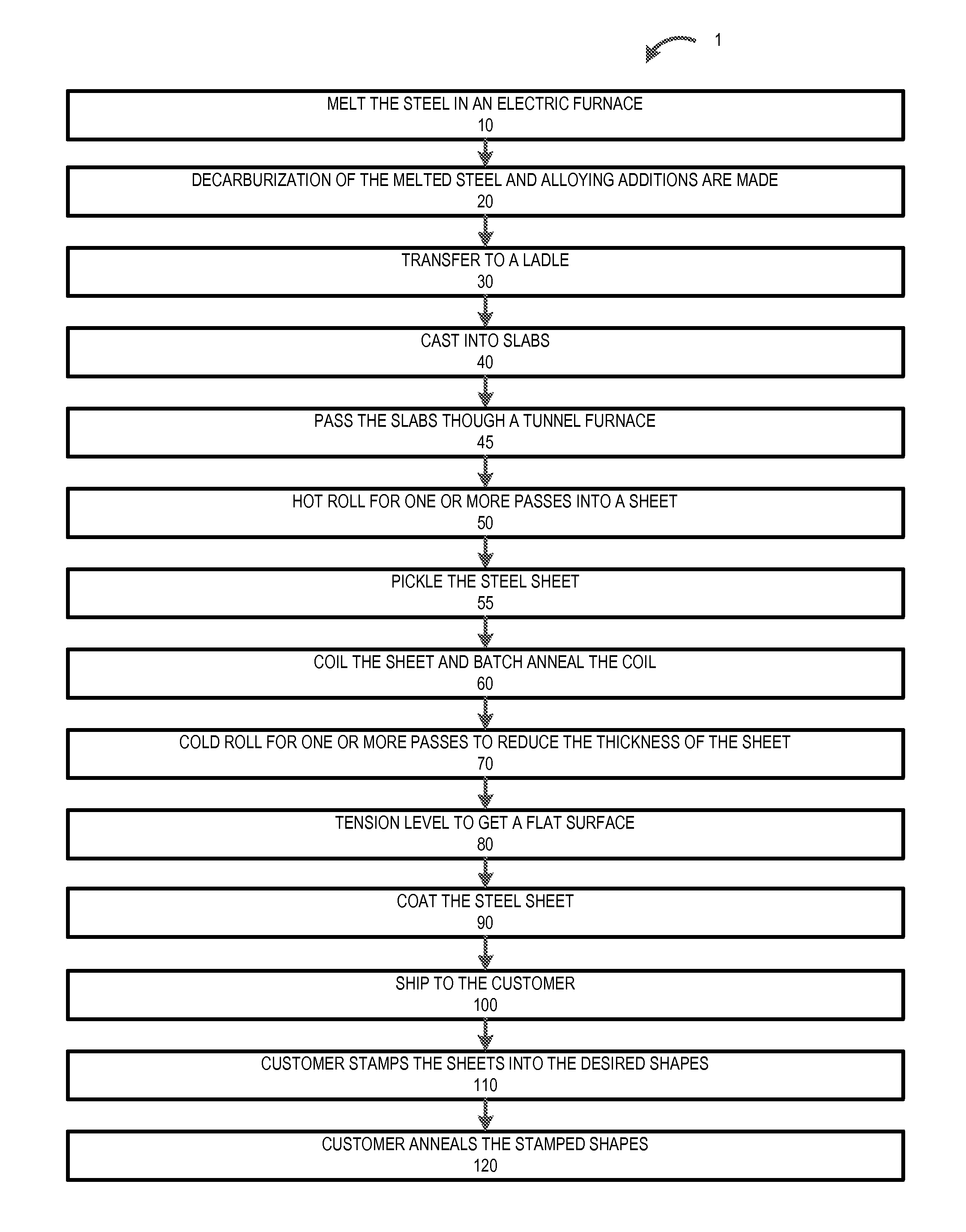
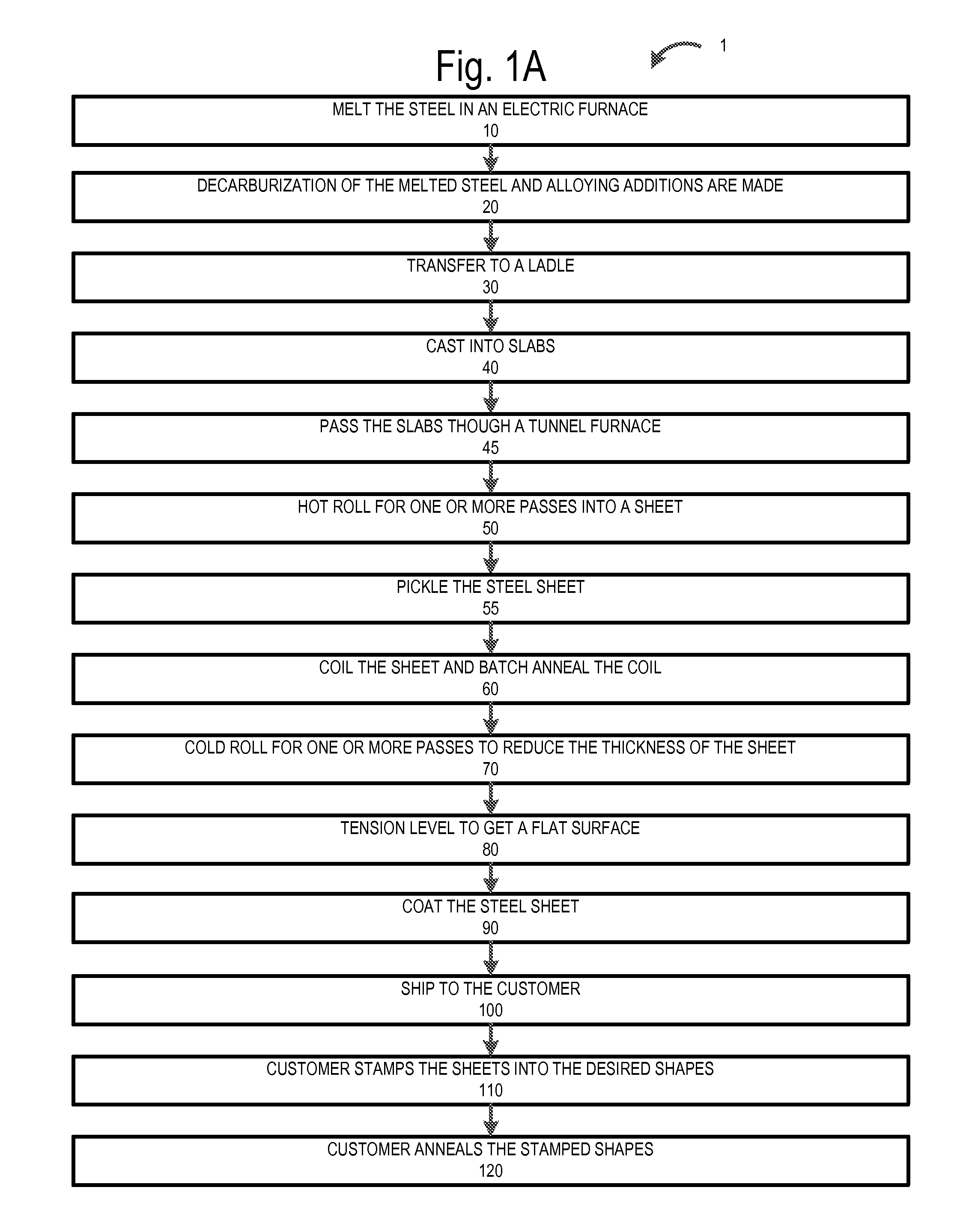
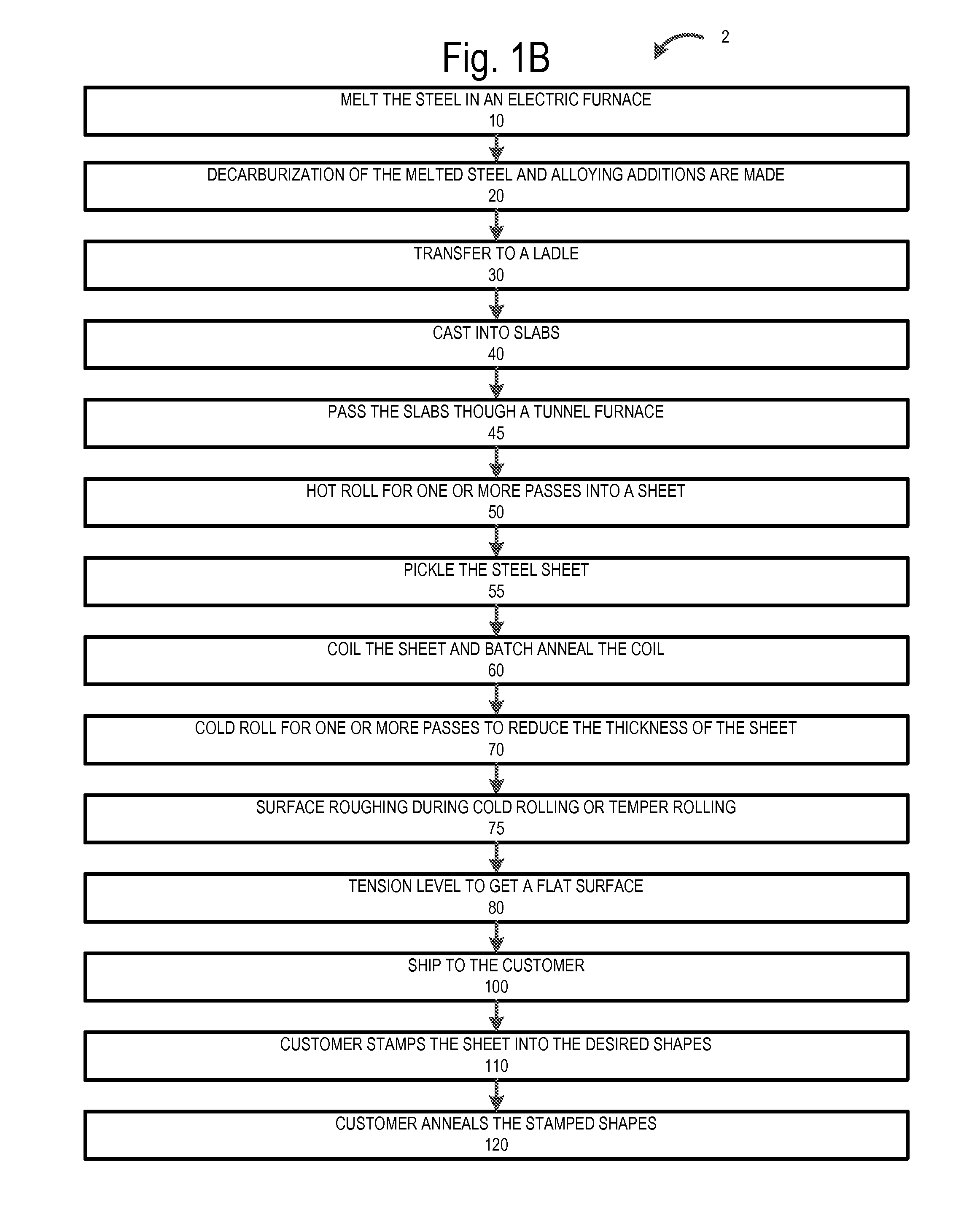
[0050]FIGS. 1A and 1B illustrate flow charts for electrical steel production processes 1, 2 for manufacturing electrical steels with desirable magnetic properties (e.g., high saturation, high permeability, and low core loss) without the need for an annealing step (e.g., continuous annealing or batch annealing) directly after cold rolling (e.g., the final cold rolling pass). FIG. 1A illustrates an electrical steel production process 1 for...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More