

High-strength medium plate production process
A production method and technology for thick steel plates, applied in the field of metallurgical rolling, can solve problems such as excessive flatness of thick steel plates, and achieve the effect of alleviating damage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0017] The invention is suitable for steel plates with a thickness of 35-75mm.
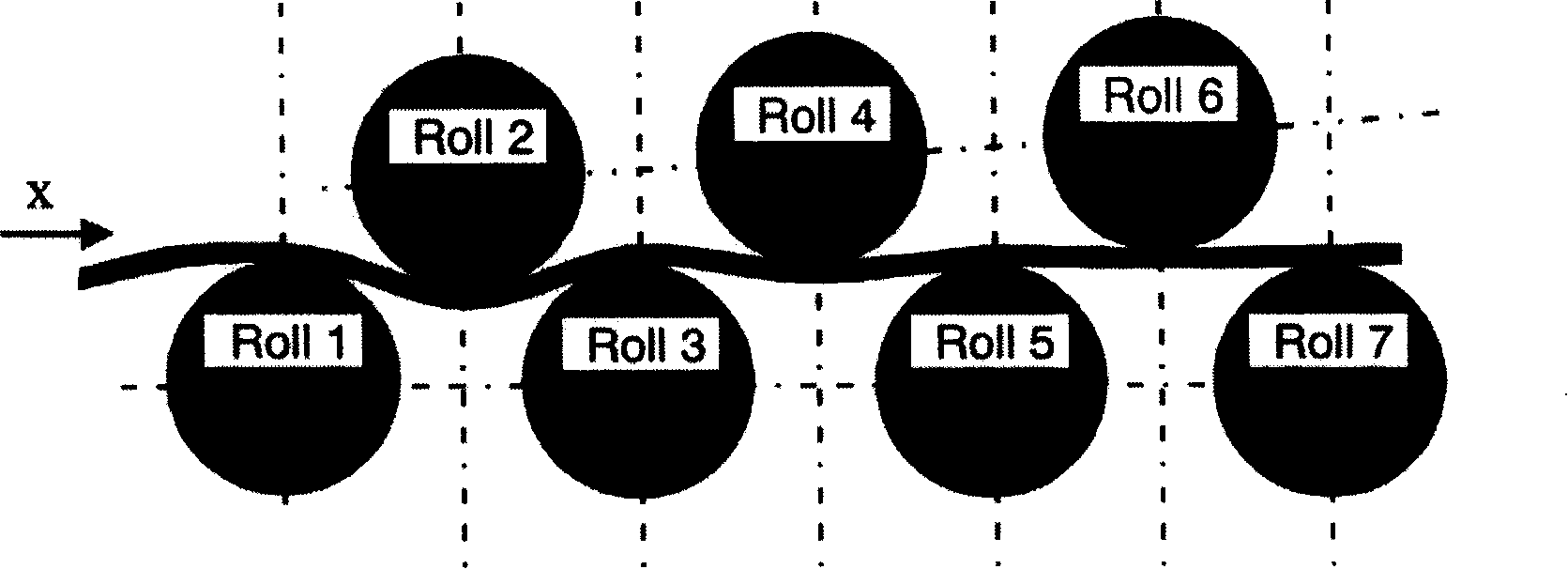
[0018] Such as figure 1 , 2 As shown, the present invention adopts the following production process flow, steel billet heating-descaler-rolling-straightening-controlled cooling, and its specific process parameters are as follows:
[0019] 1) Heating: low-temperature heating is adopted, and the heating temperature is 1150-1200°C;
[0020] 2) Rolling: The rough rolling temperature range is 1000-1100°C; in order to ensure the toughness of the base metal and avoid local abnormally coarse grains, the deformation rate of the rough rolling stage is guaranteed to be at least three reductions, and the first reduction rate is ≥10%; The finish rolling stage is rolling under low temperature and high pressure in the non-recrystallized area, the finish rolling is 840-930°C, the cumulative deformation is ≥60%, and the finishing rolling temperature is 800-880°C;
[0021] 3) Straightening and controlled cooling...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More