

Pressure setting, prediction and self learning method for temper rolling
A self-learning method and rolling pressure technology, applied in the direction of self-adaptive control, general control system, control/regulation system, etc., can solve problems such as not being able to directly promote different units, unsuitable for temper rolling, unfavorable fault analysis, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
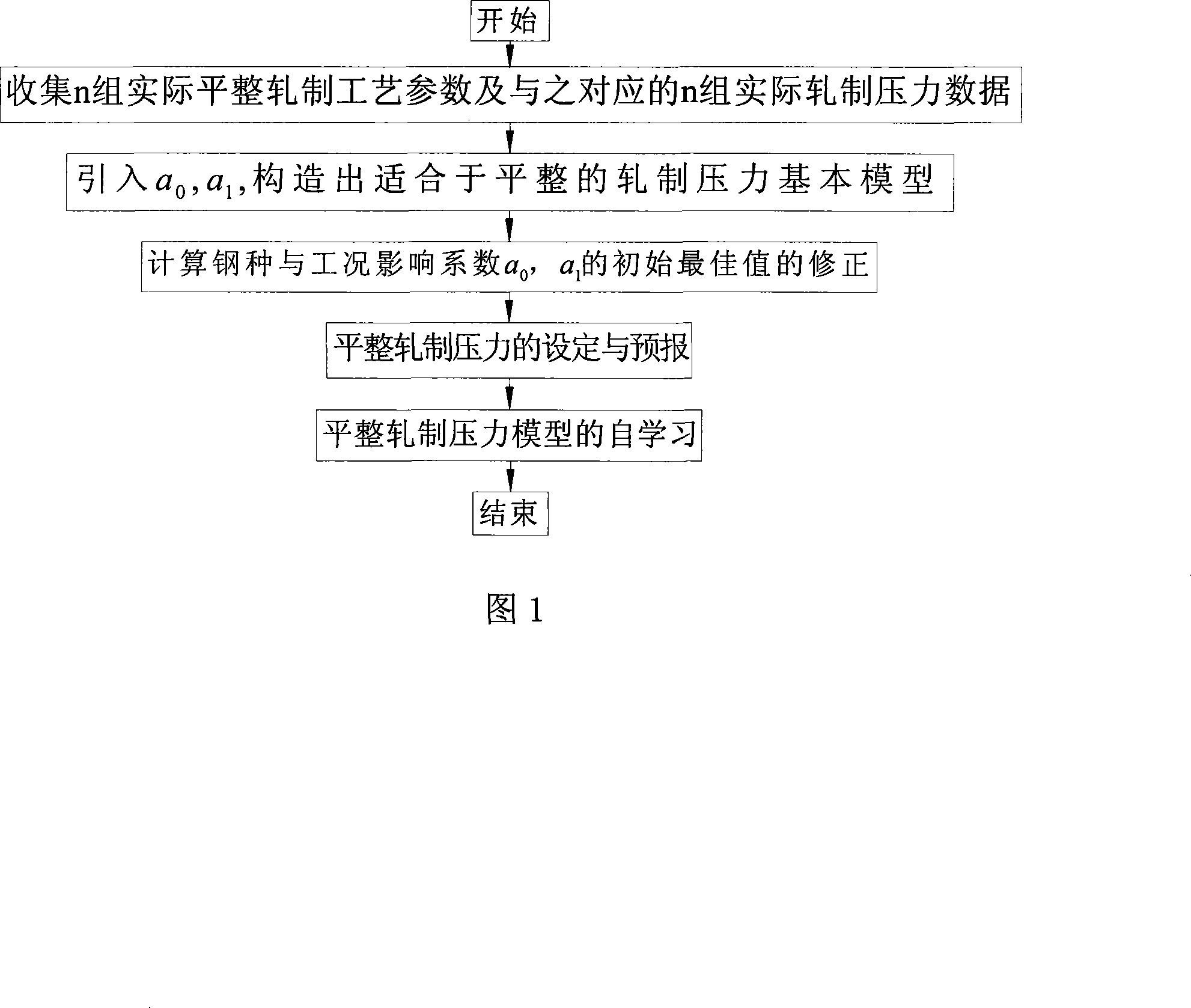
[0076] Fig. 4 is a calculation flow chart of the temper rolling pressure setting and forecasting process of the present invention. Now take the typical SPCC steel grade as an example, and use Figure 4 to describe the rolling pressure setting and forecasting process and related effects of a specific SPCC steel grade on a specific skin pass unit.
[0077] First, in step 21, n sets of actual temper rolling process parameters and n sets of corresponding actual rolling pressure data are collected, as shown in Table 1. In the present embodiment, n takes a value of 35;
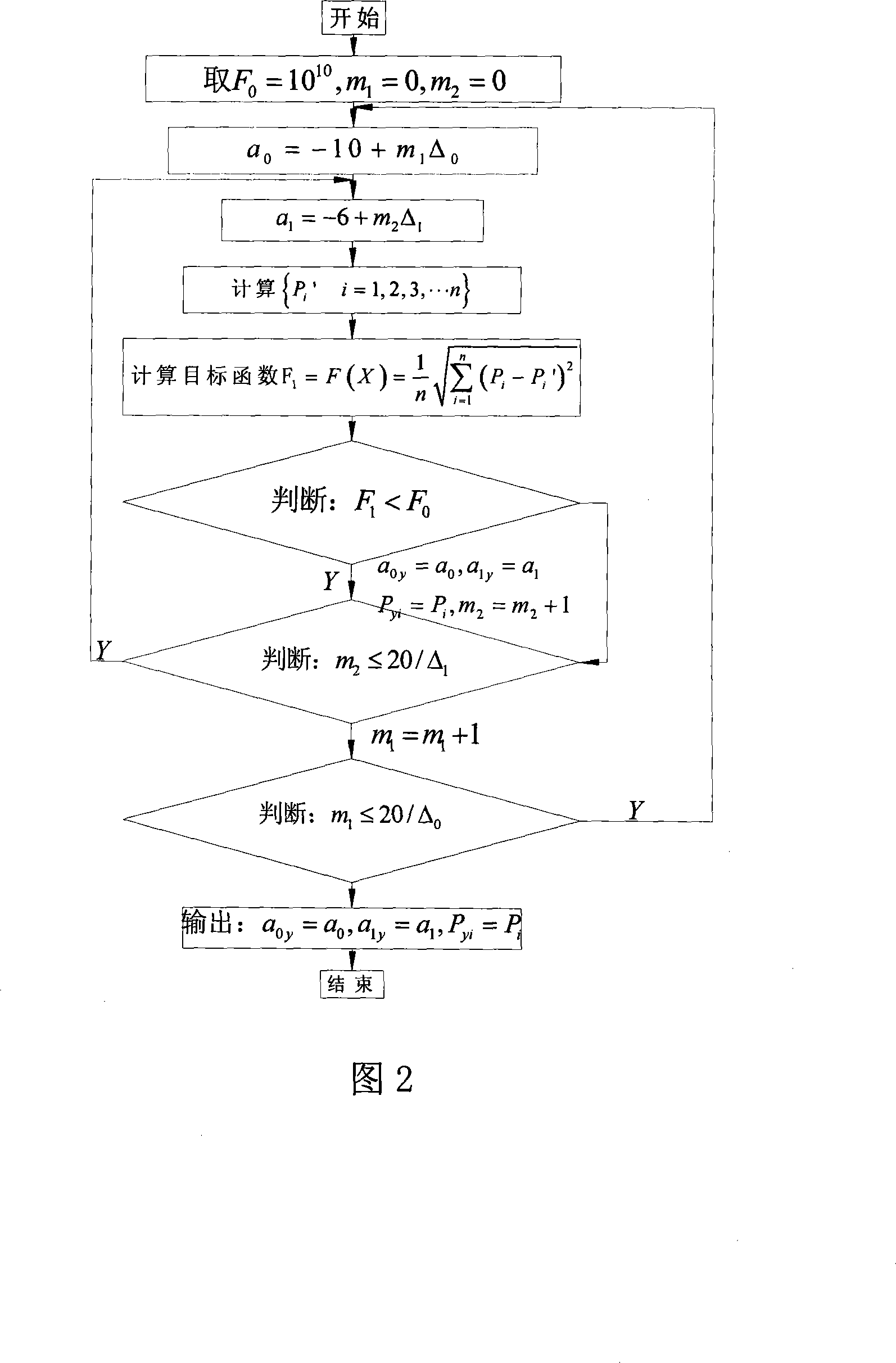
[0078] Subsequently, in step 22, an initial target value F is defined 0 , and put F 0 Assign a very large value, such as let F 0 =10 10 . Define two intermediate variables m at the same time 1 , m 2 , and let m 1 = 0, m 2 = 0;
[0079] Subsequently, in step 23, given a 0 The search step size Δ 0 =0.05, and let a 0 =-10.0+0.05m 1 = -10.0;
[0080] Subsequently, in step 24, given a 1 The search step siz...
Embodiment 2
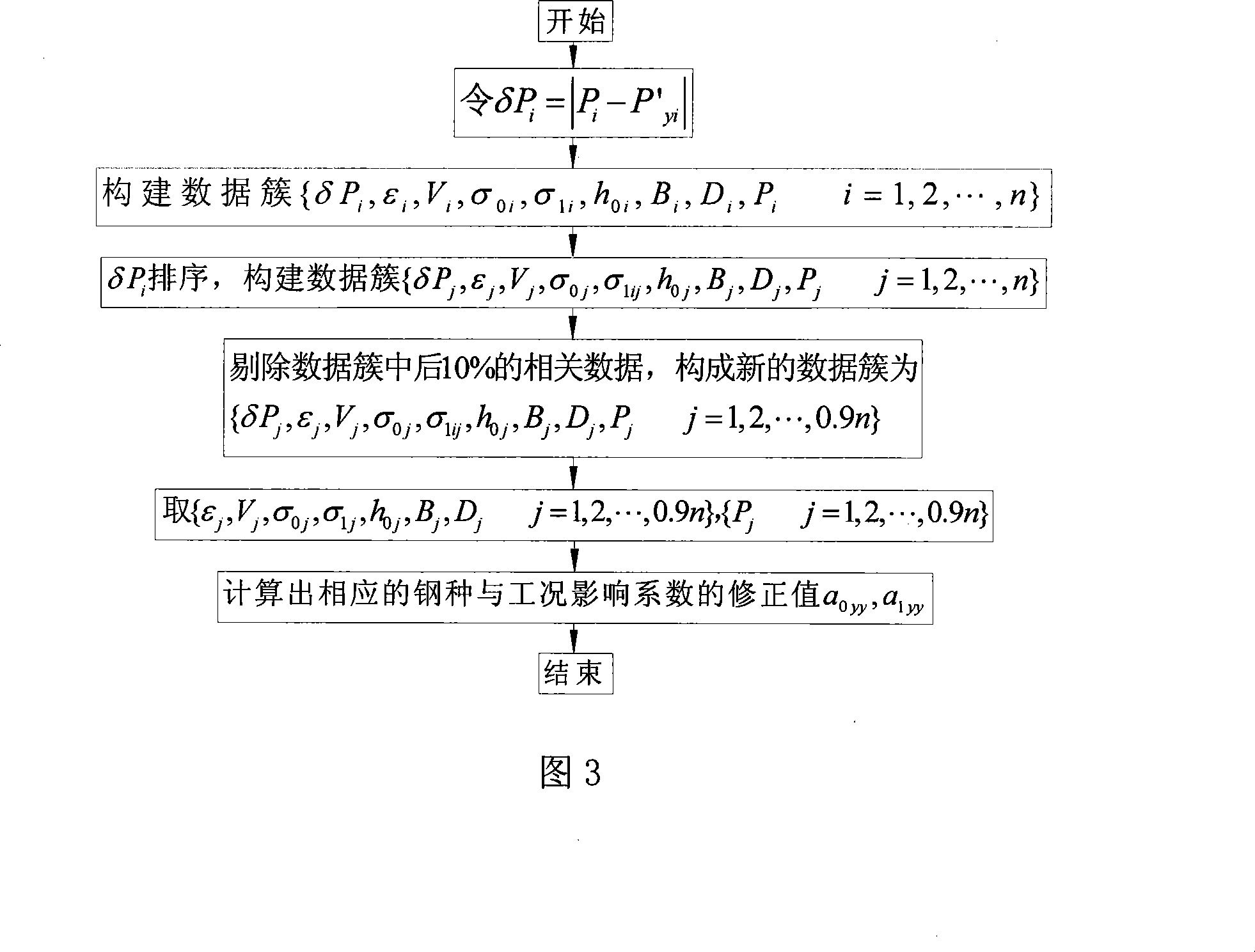
[0109]In the past, in order to improve the prediction accuracy of the rolling pressure model in the actual production process, the self-learning scheme of the friction coefficient or deformation resistance is usually adopted, and the changes of all working conditions on site and the influence of incoming material fluctuations are attributed to the friction coefficient or deformation resistance. In the deformation resistance, the accuracy of the model is guaranteed by continuously correcting the friction coefficient or deformation resistance. The biggest disadvantage of using this method is that after multiple self-study, the friction coefficient or deformation resistance loses its original physical meaning after multiple corrections, and becomes "pseudo-deformation resistance" or "pseudo-friction coefficient", which not only cannot guarantee the accuracy of the model Prediction accuracy is not conducive to on-site fault analysis and optimization of rolling process parameters. ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More