

Control method of stretch-reducing mill steel tube thickening terminal
A control method and steel pipe technology, which is applied in the direction of rolling mill control device, material size control, non-electric variable control, etc., can solve the problems of unreachable, shortened thickening end, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0155] According to the rules described in the content of the invention, combined with different steel pipe specifications in the product outline, a new CEC factor table for all rolling specifications is calculated using a self-developed program. The new CEC factor table is stored in the database. The operator before rolling calls the CEC factor table at the same time when calling the rolling table, and enters the parameters of the CEC effect of the head and tail sections (head A factor and tail A factor) in the operation interface. factor).
[0156] (1) Typical specifications of test steel pipes
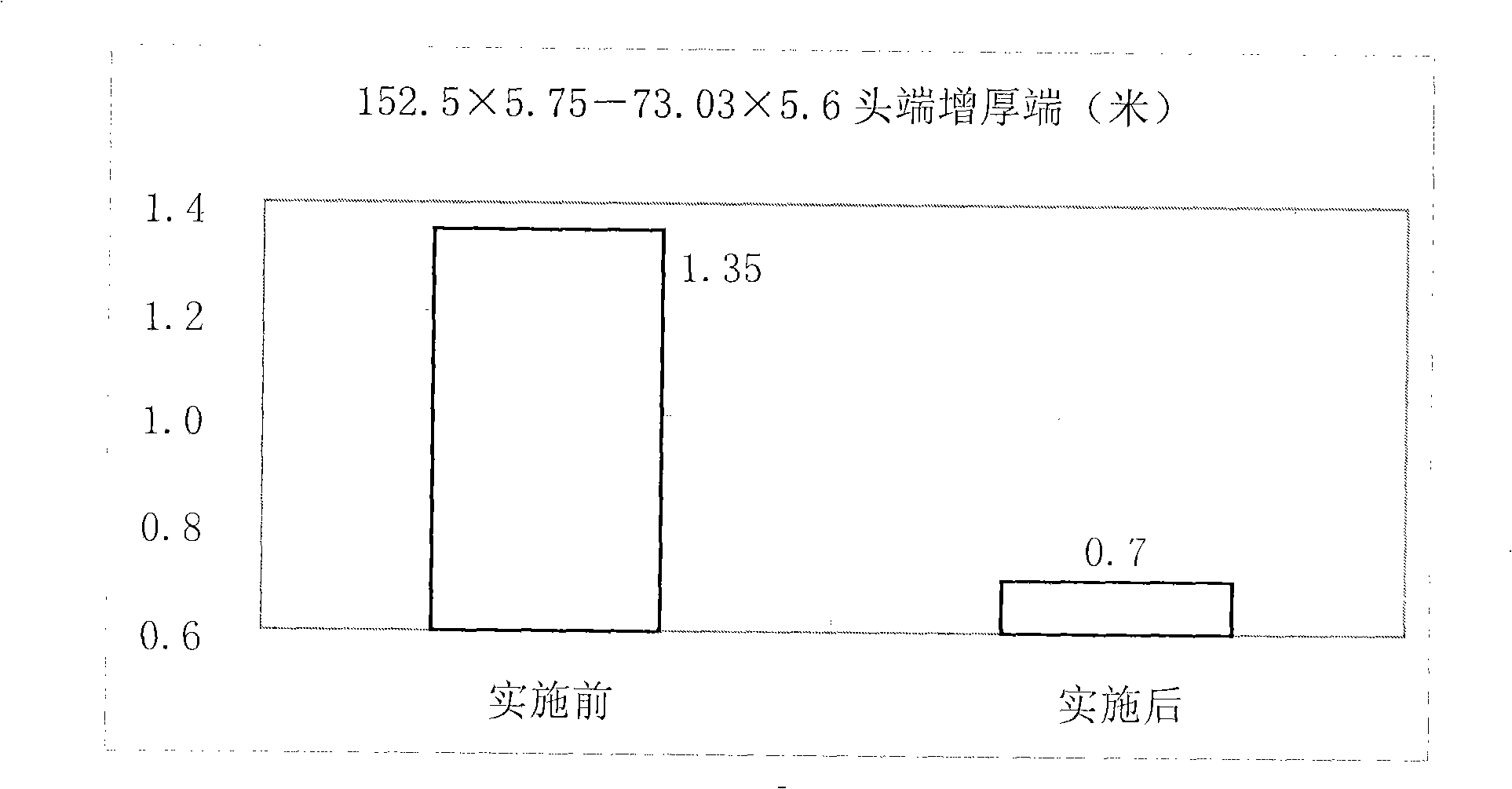
[0157] The tension and reduction process of steel pipes with typical specifications of 152.5×5.75→73.03×5.6 was selected for the new CEC controlled production test. The specifications and parameters are shown in Table 4.
[0158] Table 4 Specification parameters of typical specification steel pipe φ73.03×5.6
[0159]
Hole type code
Outer diameter of waste pip...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More