

Renovation technique for phi2100x3400mm wrought steel support roll
A back-up roller and process technology, which is applied in the field of super-large back-up roll repair, can solve the problems that super-large back-up rollers have not been involved in the field of repair and regeneration, and achieve the effects of short repair time, prolonging service life and ensuring uniform permeability.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0013] The present invention will be further described below.
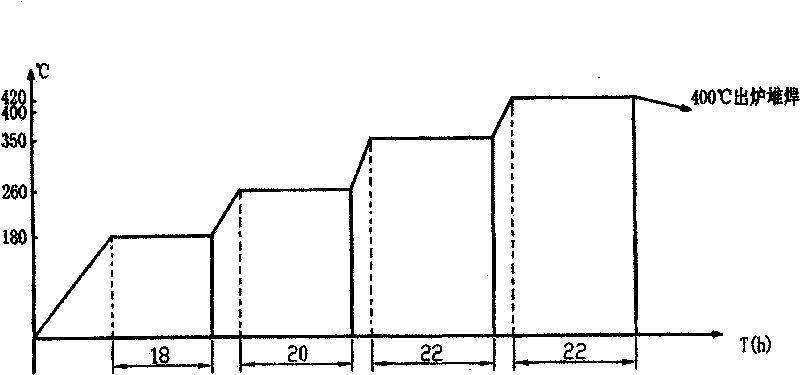
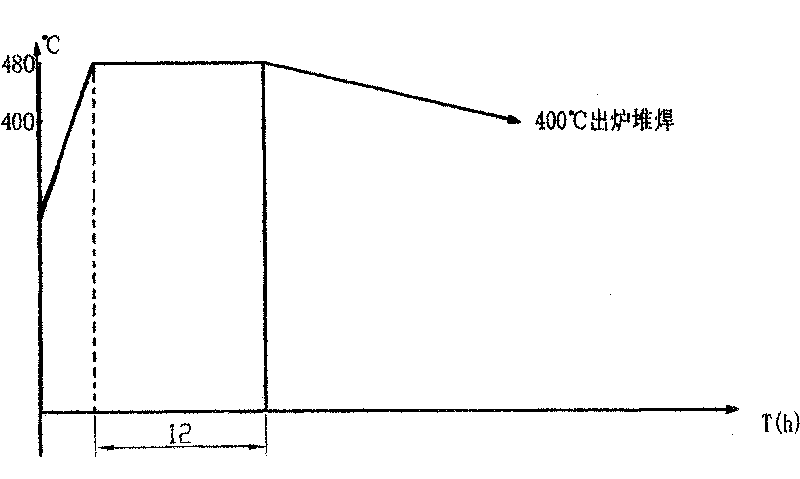
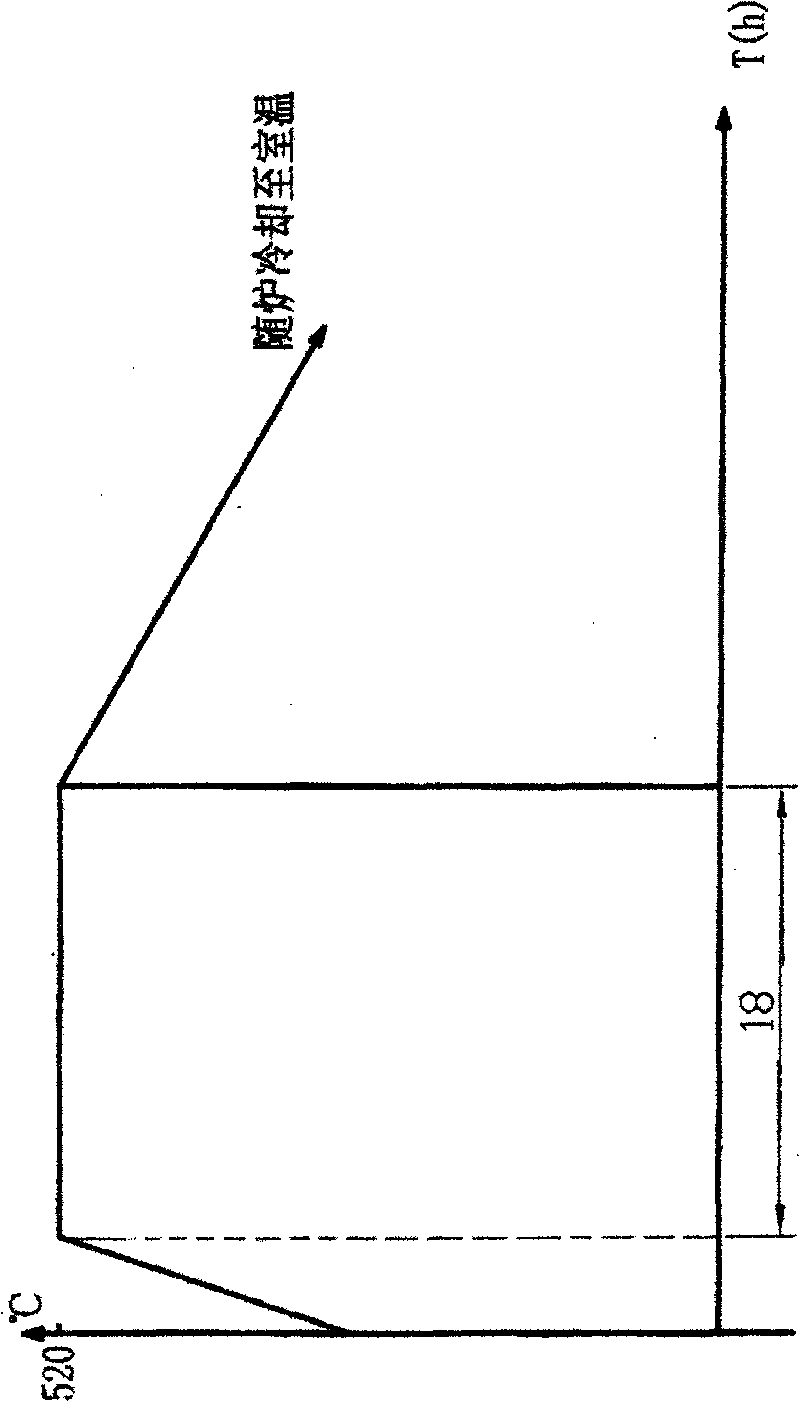
[0014] For the repair of ф2100×3400mm forged steel (3% Cr) back-up roll, firstly, the tubular welding wire should be selected according to the working conditions, and the heat-affected zone of the welding material and the metallographic structure and hardness value of the welding wire should be determined through the sample welding of the test plate. According to the flaw detection results, design a reasonable slope transition, solve the vertical drop size of the roll surface, and adopt unequal heating and heat preservation measures to solve the equilibrium value of the interlayer temperature in the surfacing welding process.
[0015] First of all, carry out back-up roller sidewall welding, using a combination furnace turntable, 80-110A direct current, the used sidewall material is a steel plate with a thickness of 6mm and a width of 50-60mm, and the welding rod is ф3.2E308-16; A102. At the same time, the welding r...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More