Machine-tooled method for cylinder jacket inner bore surface and fine boring squeezing knife tool
A surface machining and surface processing technology, which is applied in the direction of lathe cutting tools, manufacturing tools, metal processing equipment, etc., can solve the problems of improving the metal tightness of the inner wall of the cylinder liner, loose metal on the surface of the inner hole of the cylinder liner, and the metal of the cylinder liner. Loose tightness and other problems, to achieve the effect of improved tightness, improved wear resistance, and extended service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] Provide embodiment of the present invention in conjunction with accompanying drawing:
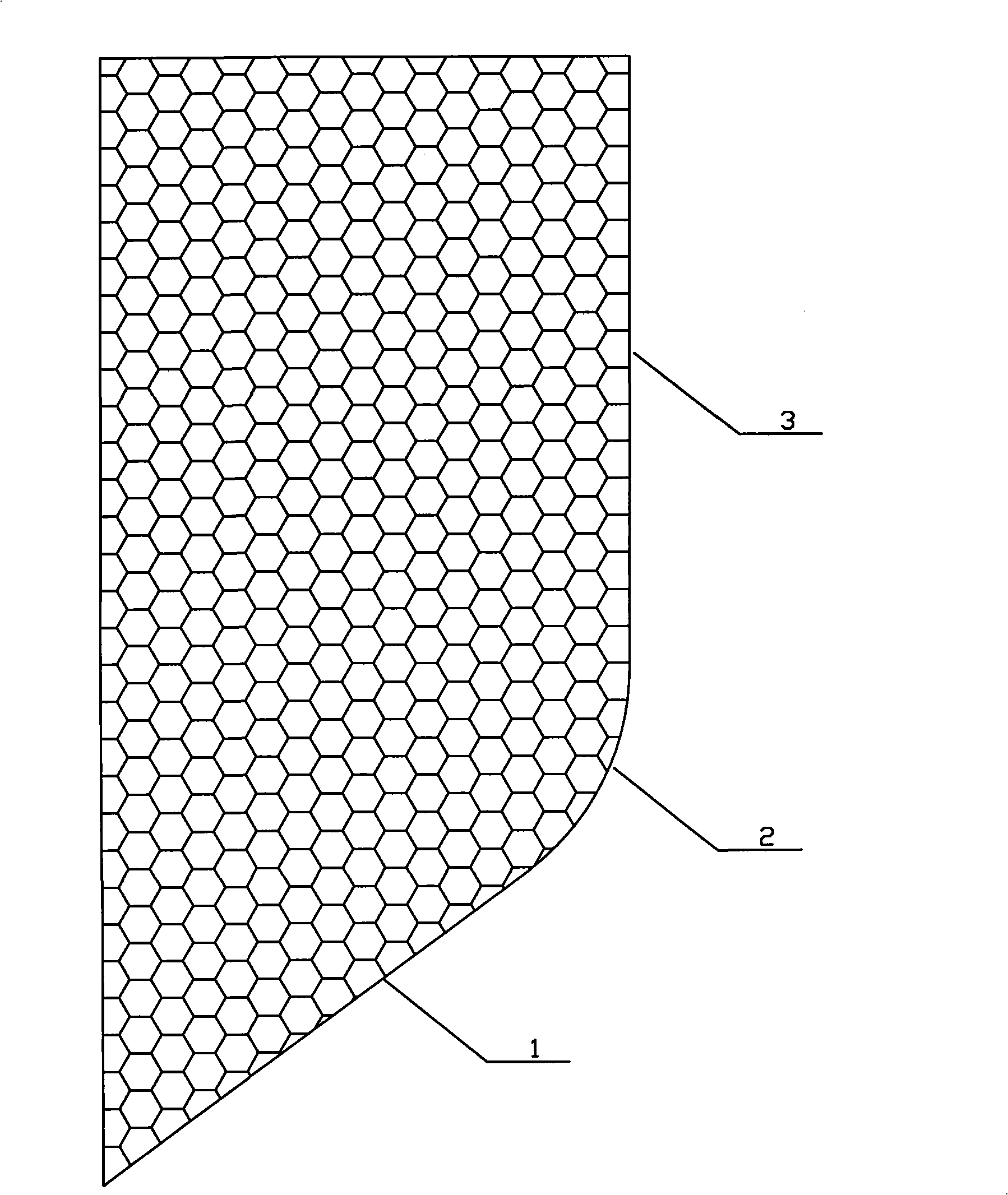
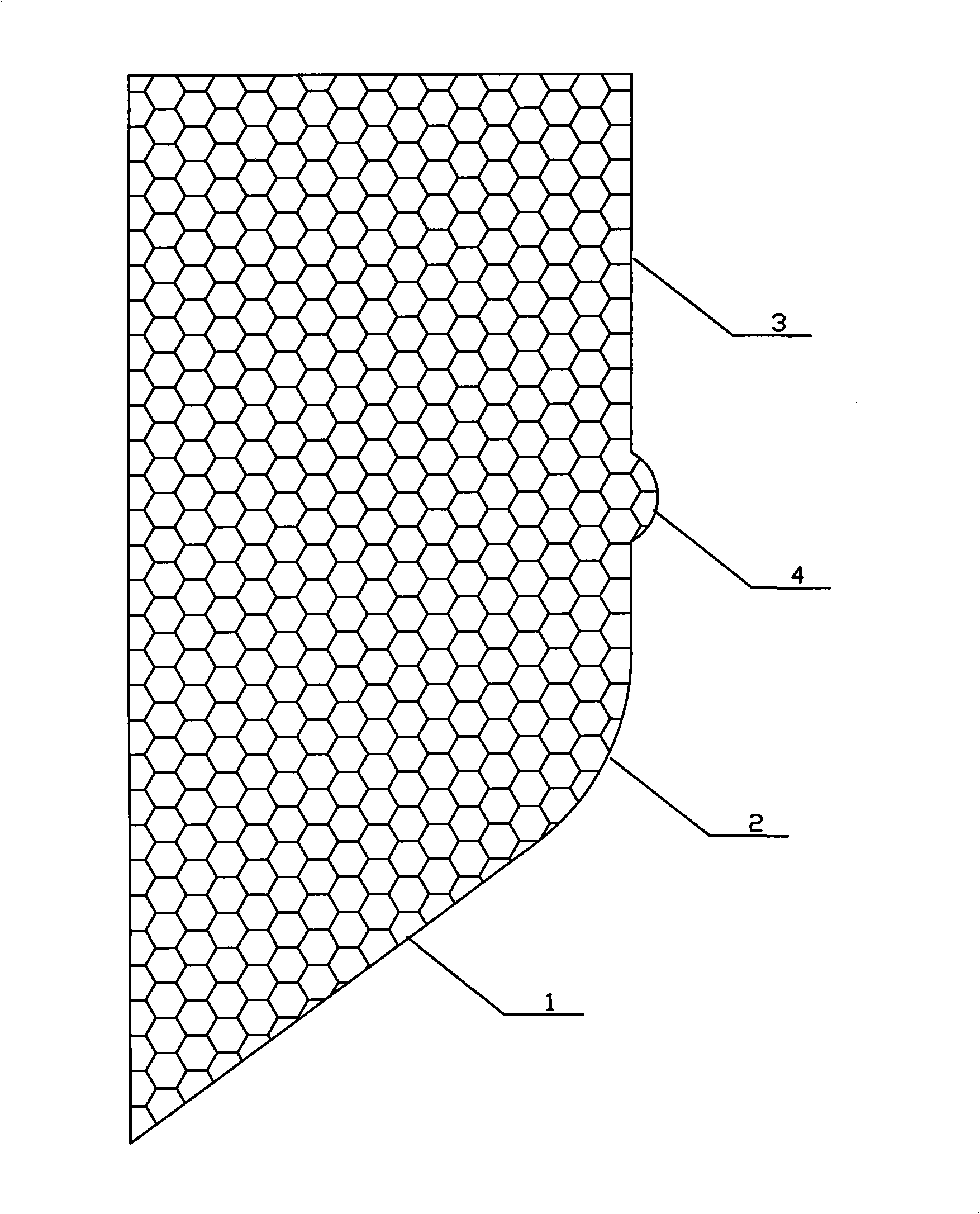
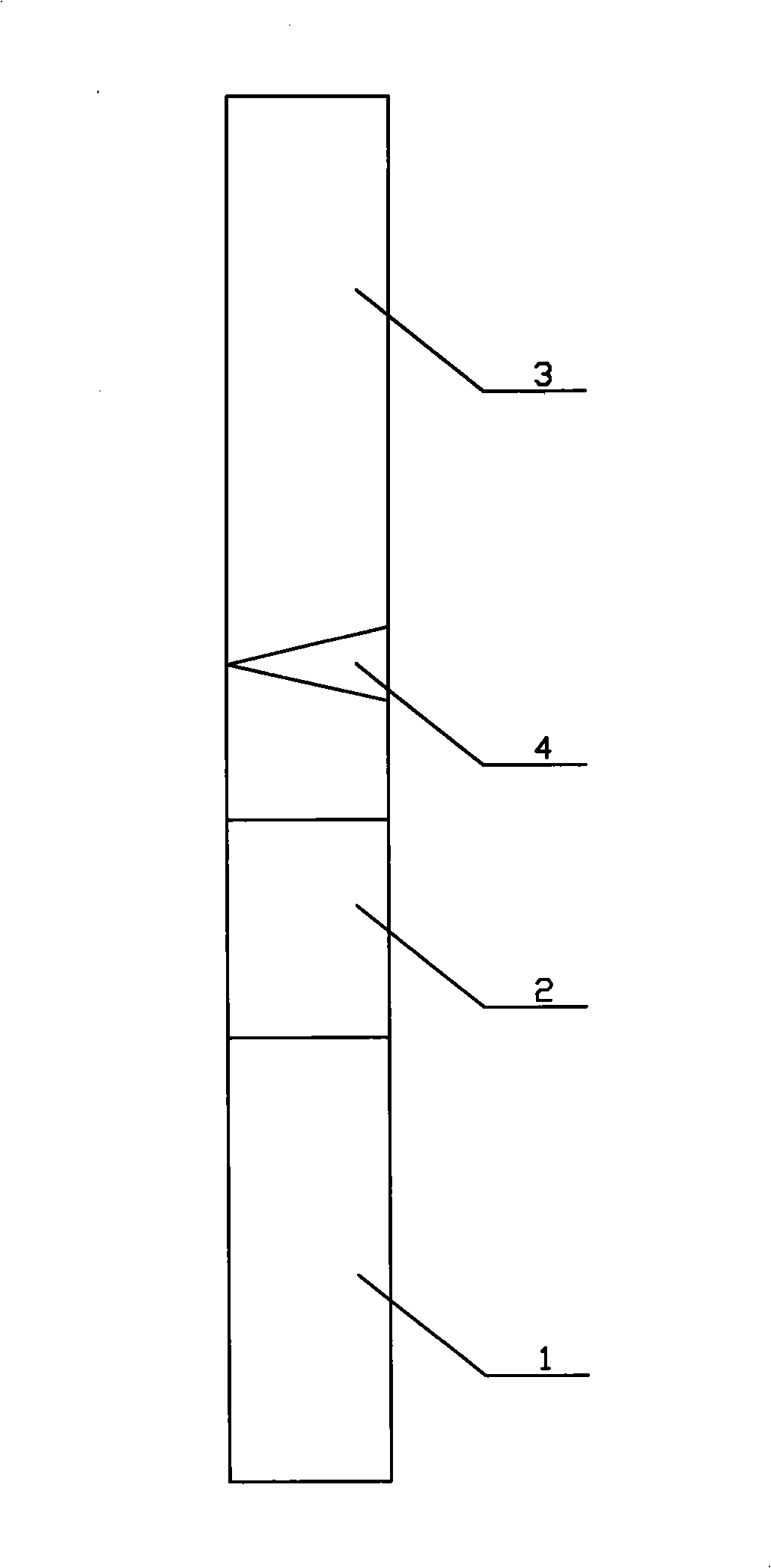
[0016] Such as figure 2 , image 3 As shown, the lower slope of the proposed fine boring extrusion tool has the main cutting edge 1, the right straight surface is the wiper edge 3, the arc transition surface between the main cutting edge and the wiper edge is the auxiliary cutting edge 2, and the wiper edge 3 has an extruding cone 4, and the arc of the extruding cone 4 increases gradually along the direction of tool rotation. The extruding cone 4 is a cone obtained by beveling from the top of the cone to the bottom of the cone. The arc is 25-35 degrees; the arc body of the extrusion cone 4 gradually increases along the direction of tool rotation, which can prevent the extrusion cone from cutting the inner wall of the cylinder liner and ensure that the extrusion cone 4 gradually pressurizes the inner wall of the cylinder liner Extruding, the extruding cone 4 can be located at the l...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com