

Control method for full-automatically changing work roll of hot rolling finisher
A control method and technology of work rolls, applied in the direction of rolling mill control devices, metal rolling, metal rolling, etc., can solve the problems of non-roll changing methods and unrealized automatic roll changing, so as to reduce labor costs and optimize work rolls Roll changing process and the effect of increasing output
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] The present invention will be described in further detail below in conjunction with the accompanying drawings and embodiments.
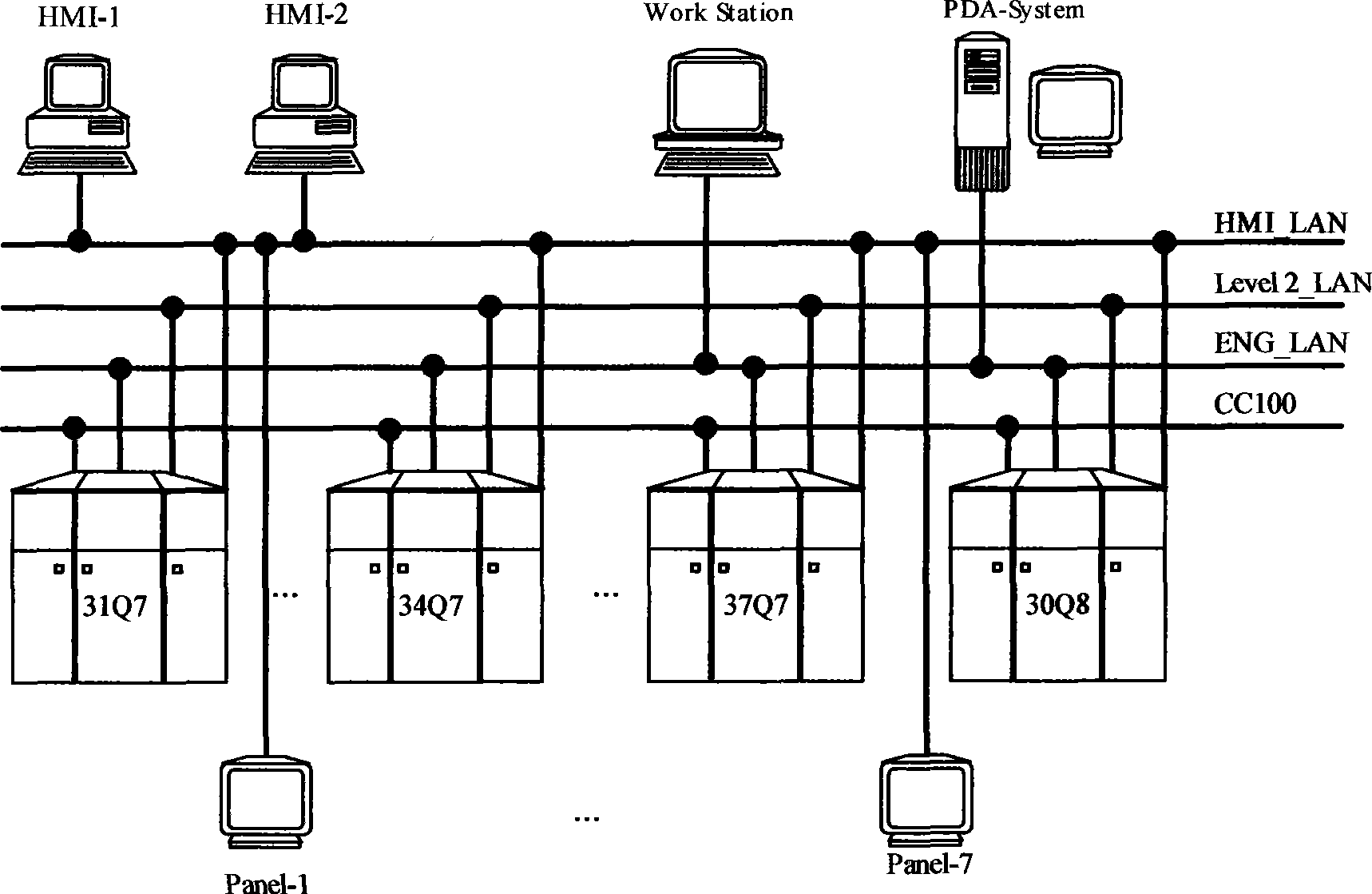
[0017] Each stand of the finishing mill controlled by the present invention adopts a VCM7750 HPCi controller, and each HPCi controller includes several resources (Resource) to realize different functions, and the roll change control is a resource of the HPCi controller, and the finishing mill automation control The system includes a total of 8 VCM7750HPCi (high-performance controller) controllers, 1 engineer server (Engineer Server), 1 human-machine interface server (HMI Server), 3 main screen operation computers (HMI), 7 local touch Operation panel (Local Panel), 2 engineer stations (Engineer Station), 1 data recording server (PDA). The controller rack, server, human-machine interface, engineer station, and data recording server communicate through 4-level networks. The 4-level networks are human-machine interface Ethernet (HMI LAN), engineer...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More