Method for manufacturing steel plate with high strength and high toughness by using hot-rolling coiled plate
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A high-toughness, high-strength technology, applied in the field of hot-rolled coils to manufacture high-strength and high-toughness steel plates, can solve the problems of tough steel plates that cannot be produced, thin-gauge high-strength high-strength, and low-quality products, achieving short heating time and occupying an area The effect of small area and low equipment investment
Active Publication Date: 2010-12-29
武汉钢实机电设备有限公司
View PDF2 Cites 2 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
The production of such products by traditional technology has complicated procedures, high energy consumption, low yield, low product quality, and thin-gauge, high-strength and high-toughness steel plates cannot be produced
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment
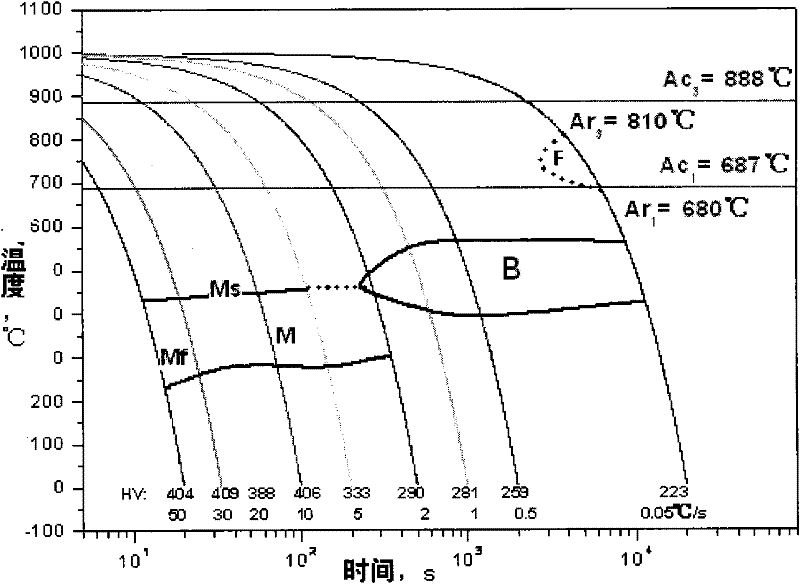
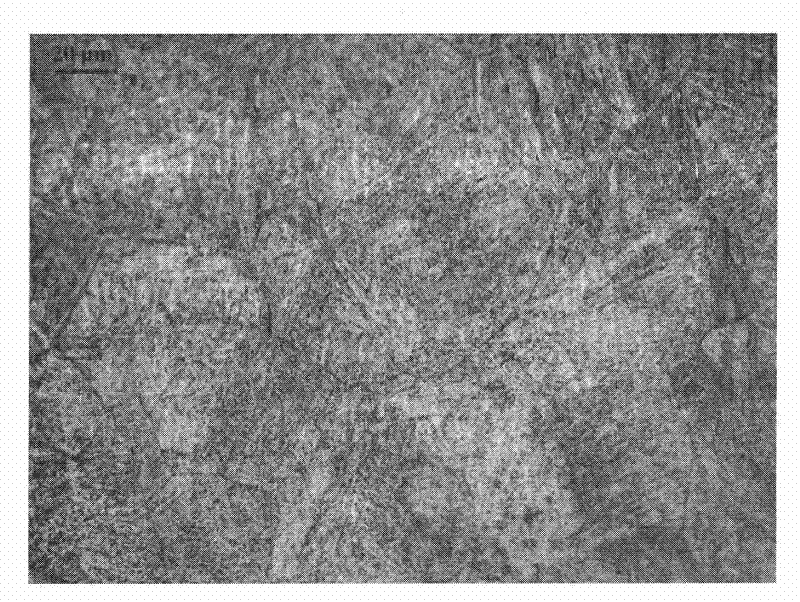
[0065] figure 2 It shows the CCT curve of steel whose Reh is 1030MPa drawn by using Formastor-F thermal dilatometer combined with observation of metallographic structure and hardness test. When the cooling rate is 20°C / s, the obtained complete martensitic structure, such as image 3 shown; Figure 4 It is a typical microstructure diagram after tempering at 300°C for 100s.
[0066] If the method of the present invention adopts the coiling of the chemical composition of the wear-resistant steel plate, the wear-resistant steel plate can also be produced, and the heat treatment method is the same. The present invention can also be used for normalizing steel plates and tempering for eliminating internal stress.
[0067] The production method of the present invention can be continuous production, single steel plate production, continuous production and single sheet production, and the adopted induction heat treatment equipment and quenching equipment have completely the same pro...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
thickness
aaaaa
aaaaa
yield strength
aaaaa
aaaaa
yield strength
aaaaa
aaaaa
Login to View More
Abstract
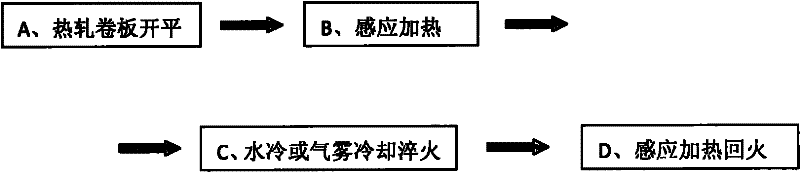
The invention relates to a manufacture method for manufacturing a steel plate with high strength and high toughness by using a hot-rolling coiled plate. The method comprises the following steps that: firstly, after a hot-rolling coiled plate is leveled on a leveling machine set, refining heat treatment is carried out on the hot-rolling coiled plate, i.e. the hot-rolling coiled plate is heated in induction heating equipment, the heating time is within 60-140s, and the hot-rolling coiled plate is heated to 910DEG C to 960DEG C and austenized; then, the hot-rolling coiled plate enters a water-cooling or steam-cooling quenching machine set to carry out quenching, the quenching and cooling speed of the hot-rolling coiled plate is greater than or equal to 5DEG C / s, and a quenched martensite organization is obtained after quenching; tempering is carried out after quenching, induction heating is carried out by adopting the induction heating equipment in the tempering, the heating temperature of the quenched martensite organization is 220DEG C to 440DEG C, the tempering time is 80 to 180s, and a tempered martensite organization is obtained; and finally, straightening, flaw detection, surface inspection and sampling inspection are carried out to finally obtain the steel plate with excellent performance, high strength and high toughness. The invention has the advantages that as refining treatment adopts an induction heating method, the heating time is short, austenite crystal grains are fine, the mechanical property is superior to that of a similar product produced by the traditionaltechnology, the plate type of the steel plate is good, and the invention has high production efficiency, low equipment investment, little maintenance cost of the equipment, small occupation area and little environmental pollution.
Description
technical field [0001] The invention belongs to the technical field of heat treatment of metallurgical manufacturing mechanical structural parts, in particular to a method for manufacturing high-strength and high-toughness steel plates by using hot-rolled coils. Background technique [0002] High-strength and high-toughness steel plate is an important raw material for the production of equipment manufacturing industry. It can be used in the manufacture of important structural parts such as heavy trucks, automobile booms, and loaders. [0003] The traditional manufacturing method of high-strength and high-toughness steel plate is to use continuous casting billet, roll it into the original flat plate in the medium and heavy plate rolling mill, cut off the four sides, austenitize the steel plate through a heat treatment furnace, and then quench it in the quenching unit to obtain quenched The martensite is heated to the tempering heat temperature in a tempering heat treatment fu...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More